What is a Piping Surge Event?
Plant operations require control of the motion (flow) of process fluids (both liquids and vapors). This control can involve starting, stopping, or changing the direction of flow, all of which require a change in the fluid’s momentum.
For steady-state flow through piping, momentum changes occur mostly at pipe elbows and tees where the direction of the fluid flow changes. Equal and opposite forces are exerted by the pipe (on the fluid) and by the fluid (on the pipe), and these forces are proportional to the mass of the fluid and the rate of velocity change.
Similarly, when starting or stopping flow, a force must be applied to change the momentum of the fluid. In plant operations, the force required to change a fluid’s momentum and/or energy is typically exerted by applying pressure to the fluid. The pressure generated due to a rapid change in velocity is a function of the compressibility and density of the fluid. For liquids, which have a higher mass and are less compressible than vapors, a rapid change in velocity is often accompanied by potentially large pressures and forces. A rapid change in liquid velocity and pressure is a transient event often described as a surge.
Actions that can result in liquid transients include:
- Valve closure in a flowing line (the most common cause)
- Vapor pocket collapse
- Pump start-up or shut-off (trip)
- Relief valve flow into a filled line
- Steam injection into a cooler fluid
The potential effects of liquid transients include:
- Overpressure of the pipe or piping components
- Leaks at flanged/gasketed connections
- Large transient forces that result in damage to piping system components or supports
- Large displacements resulting in piping “jumping off” supports or impacting surrounding piping or equipment
- Problems with reliability of connected equipment, particularly rotating equipment
- Unacceptably loud banging noises
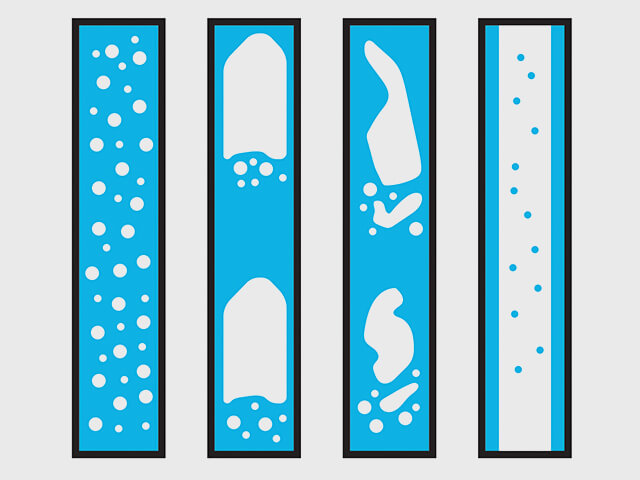
Liquid transients result in a pressure wave that propagates away from the source at the sonic velocity of the medium. This “pressure wave” can actually be two waves, with a positive wave traveling in one direction from the source and a negative wave traveling in the opposite direction. The negative wave may create a vapor pocket if the total pressure drops below the liquid vapor pressure.
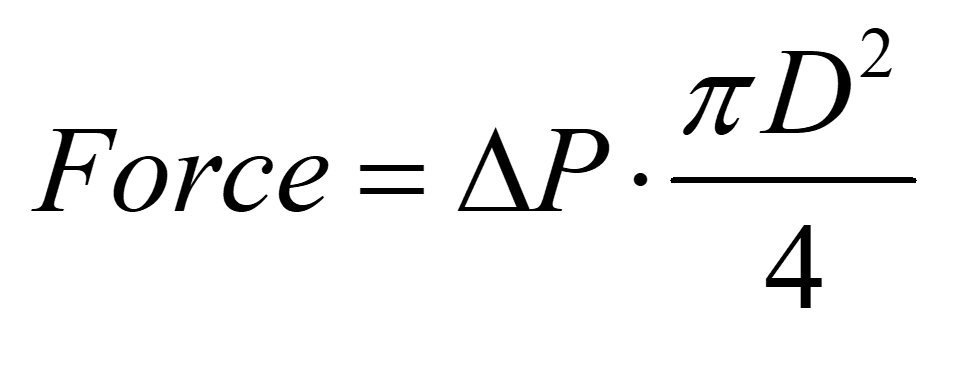
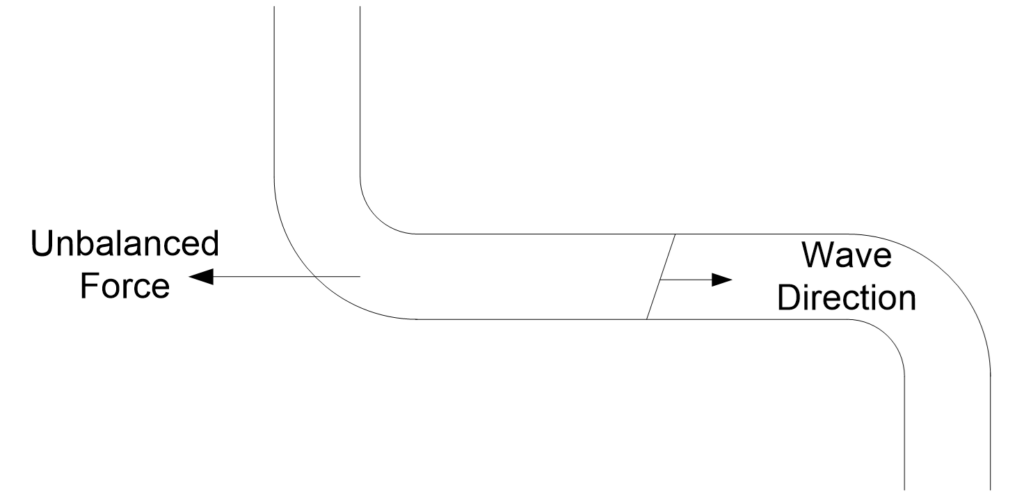
Liquid Transient ForcesA pressure wave traveling in a piping system creates an unbalanced force in the piping that can cause large transient displacements. The force acts in each segment between any two adjacent pipe bends for the time that the wave is in the segment between the bends. The direction of the unbalanced force is opposite to the direction of wave propagation, and its magnitude is given by:
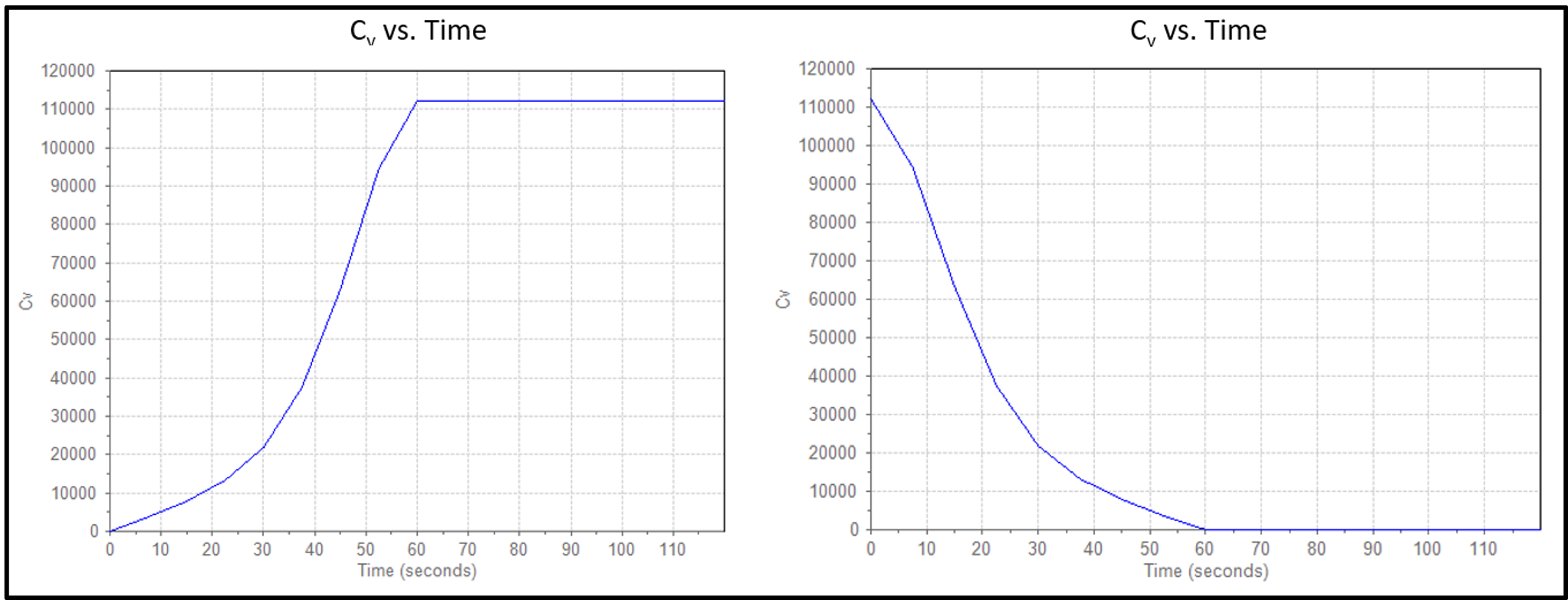
The initial rapid rise in pressure due to various instigating events can be calculated using pump curves, valve opening and closing times and CV values, relief device set pressures, etc. Surge analysis software can assist with calculating the changes in pressure and sonic velocity as pressure waves travel through the piping system, accounting for additional pressure losses throughout the system on a component and length basis.
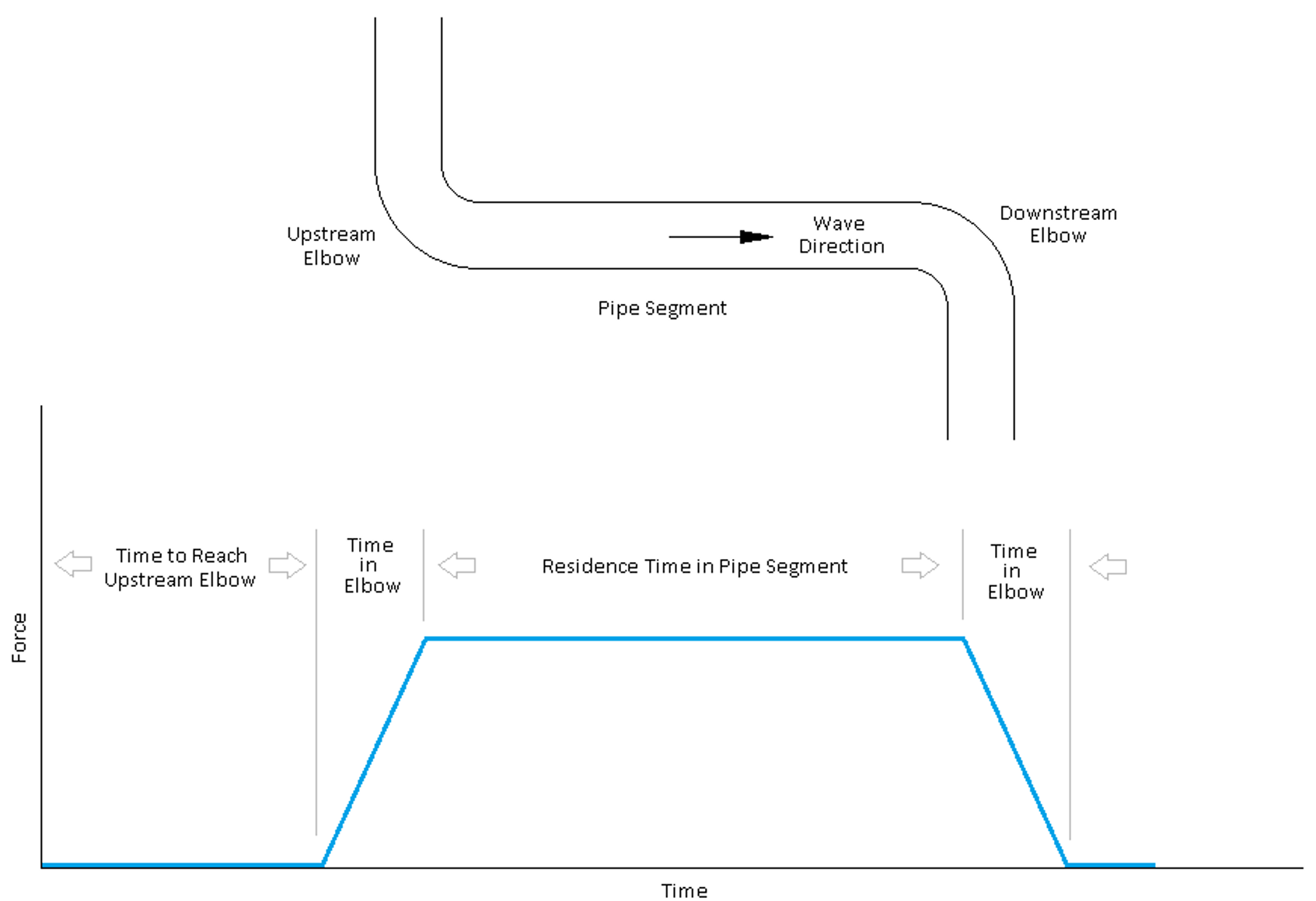
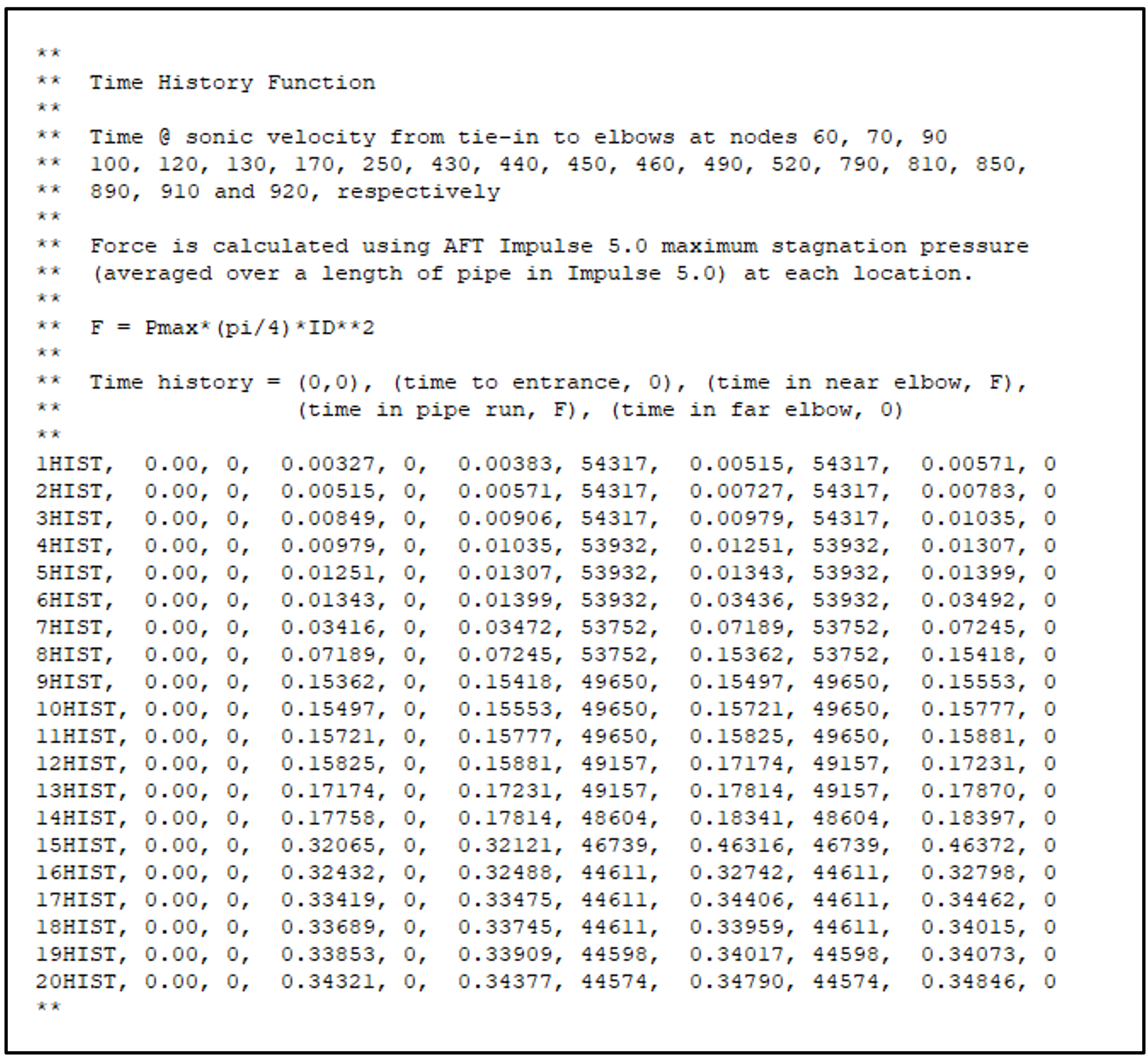
At each segment between any two elbows in a piping flexibility model, the transient forces can be determined using the transient pressures calculated in the surge analysis and the projected cross-sectional area of the pipe. These local transient forces and the pressure wave velocity can be used to construct a dynamic time history function for the entire piping system based on the following:
- Time to reach each successive upstream elbow
- Residence time in the elbow (over which the liquid transient force fully develops)
- Time over which the pressure wave traverses the segment between the elbows
- Time in the downstream elbow (over which the transient force reduces back to zero)
When the pressure wave encounters an obstruction such as a closed valve, a vessel at constant pressure, a capped pipe, or a check valve protecting another pump in the system, it can be reflected in the opposite direction. Without intervention, pressure waves can continue to bounce back and forth through the piping system until the magnitude is reduced by whatever damping is naturally available in the system. Pressure waves can also activate relief valves, burst rupture disks, or trip other pumps in the system, causing subsequent pressure waves that will continue to affect the piping until they reduce in magnitude naturally or are otherwise brought under control.
Flange Evaluation
Any flanged and gasketed joints in a piping system should also be evaluated under surge conditions. Piping loads resulting from the increased pressure and deflections imposed during the surge can be converted to an equivalent pressure for flange analysis per the method described below:
Pe = 4F/πG2 + 16M/πG3
Where:
- Pe = equivalent pressure due to piping loads
- F = piping axial force
- M= piping bending moment
- G = effective gasket diameter per ASME VIII-1 Appendix 2
The equivalent pressure from piping loads acts concurrently with the increased internal pressure due to the surge. The combined pressure can be compared with the rated pressure at temperature for standard flanges or can be used in a flange evaluation per the appropriate piping code, ASME VIII-1 Appendix 2, ASME PCC-1, or another appropriate flange design standard. In this instance, the ASME PCC-1 (or similar) approach is preferred because the calculation would address the propensity of the flange to leak during or after the event, in addition to evaluating flange, gasket, and bolt stresses.
Potential Solutions
Fortunately, several options are available to mitigate either the initial transient event itself, or the effects of the pressure wave if the initiating event cannot be controlled. These include:
- Changing valve opening or closure rates to minimize surge pressures
- Not always an option, particularly in emergency or upset situations
- Does not address transient effects caused by pump operation
- Closing discharge valves before starting pumps
- Using pressure damping or other relief devices
- Gas charged bottles with or without bladders
- Pressure relief valves
- Rupture discs
- Proprietary relief devices
- In some cases, may not have quick enough response times or large enough flow capacities
- Adding accumulator vessels or surge tanks
The options above target a reduction in the initial surge pressure. These options would most often be investigated using surge analysis software to model the proposed surge control devices or operating changes to determine the effects on transient pressures throughout the system. If those calculations show a promising reduction in surge pressures and/or damping of any oscillating transient pressure waves, the reduced values can then be used in a follow-up mechanical analysis using a time-history function.
In addition to efforts targeting a reduction in the initial surge pressure, there are options that target a reduction in the effects of a pressure surge event. These options can be considered in lieu of attempts to reduce the surge pressure (for instance, in cases where such options cannot be implemented or are shown to be ineffective), or in conjunction with pressure-reduction options which reduce but might not sufficiently mitigate the forces and displacements experienced during the event.
Structural modifications to absorb the forces from the transient pressure wave may include:
- Adding rigid supports/bracing for low-temperature systems
- Using flexible snubbers for higher-temperature systems to allow thermal expansion to occur freely while absorbing vibration loads
- Adding a combination of rigid supports and expansion loops to reduce thermal expansion stresses
Redesigning a piping system or adding specialty equipment may be impractical and/or prohibitively costly and might not be as effective as desired. Sometimes, relatively simple modifications to the existing system of pipe supports and restraints may be sufficient to drastically reduce the effects of pressure surges. New or modified piping restraints can be designed to minimize the movement caused by dynamic pressure forces, keeping in mind that the supports must often be capable of restraining very large loads.
Case Study
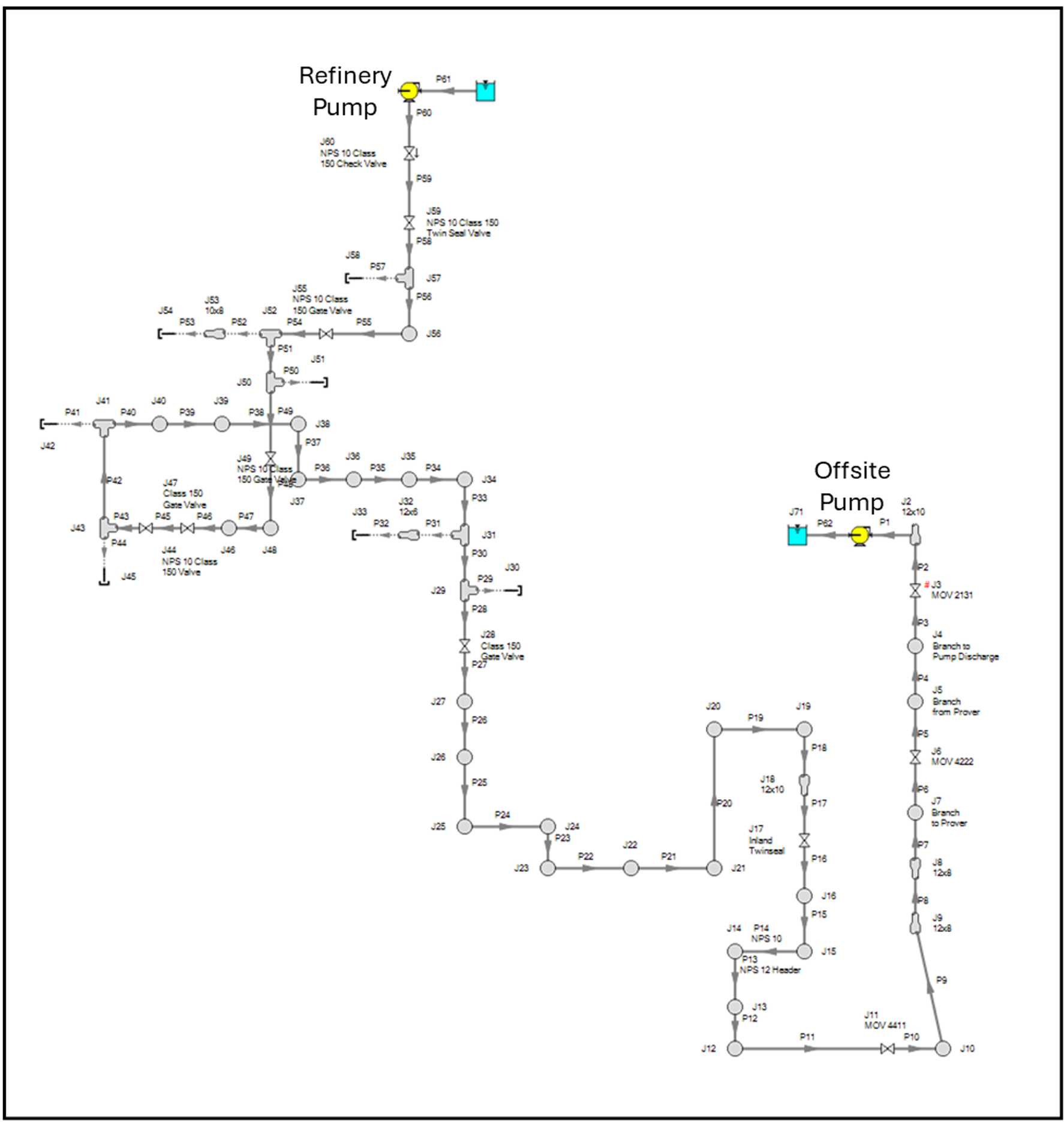
Consider the case of a refinery that operates a long NPS 10 and NPS 12 pipeline that originates in the refinery at an onsite pump and terminates at an offsite pump (owned and operated by a third party) on a neighboring property several thousand feet away. The line operates at approximately 200 psig and 120°F (48.8°C), at a flow rate of 2500 barrels per hour (bph).
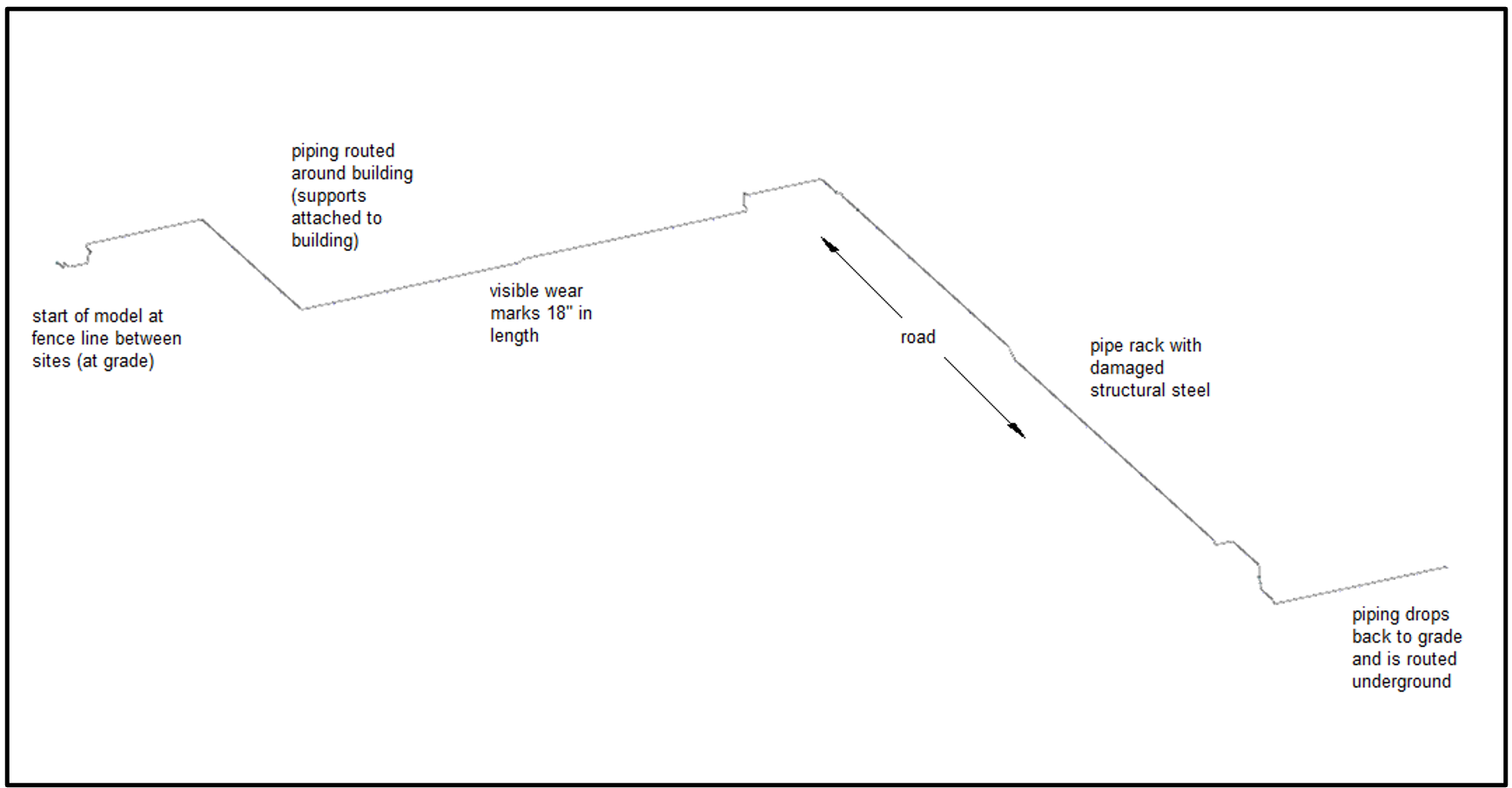
Whenever the offsite pump experiences a trip, the resulting pressure surge causes the onsite pump to trip at a set pressure of 280 psig. The original intent of setting the onsite pump to trip at this pressure was to protect the ASME B16.5 Class 150 flanges in the system by preventing operation above their pressure-temperature rating; the unintended consequence, however, is that, for the case of a pressure surge traveling from the offsite pump to trip the onsite pump, a second pressure surge is then created, which travels in the opposite direction. This results in excessive pipe movement (wear marks on the underside of the pipe indicated movements of 18 inches/ 45.7 cm or more), bending of structural steel at some support locations, movement of the pipe off of some supports, and disconcertingly loud banging noises experienced by occupants of an onsite building around which the piping is routed.
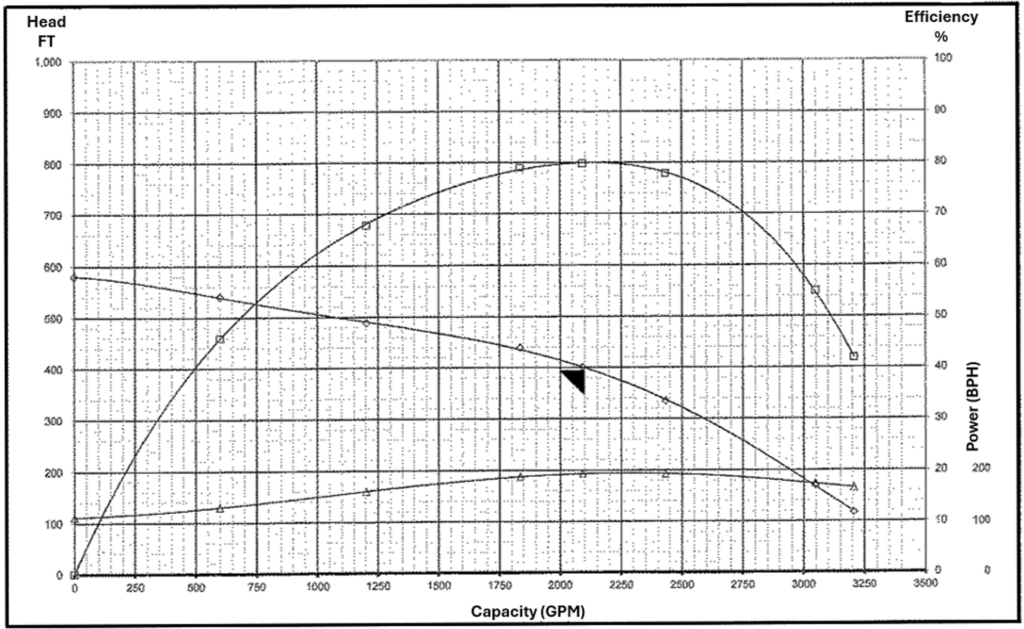
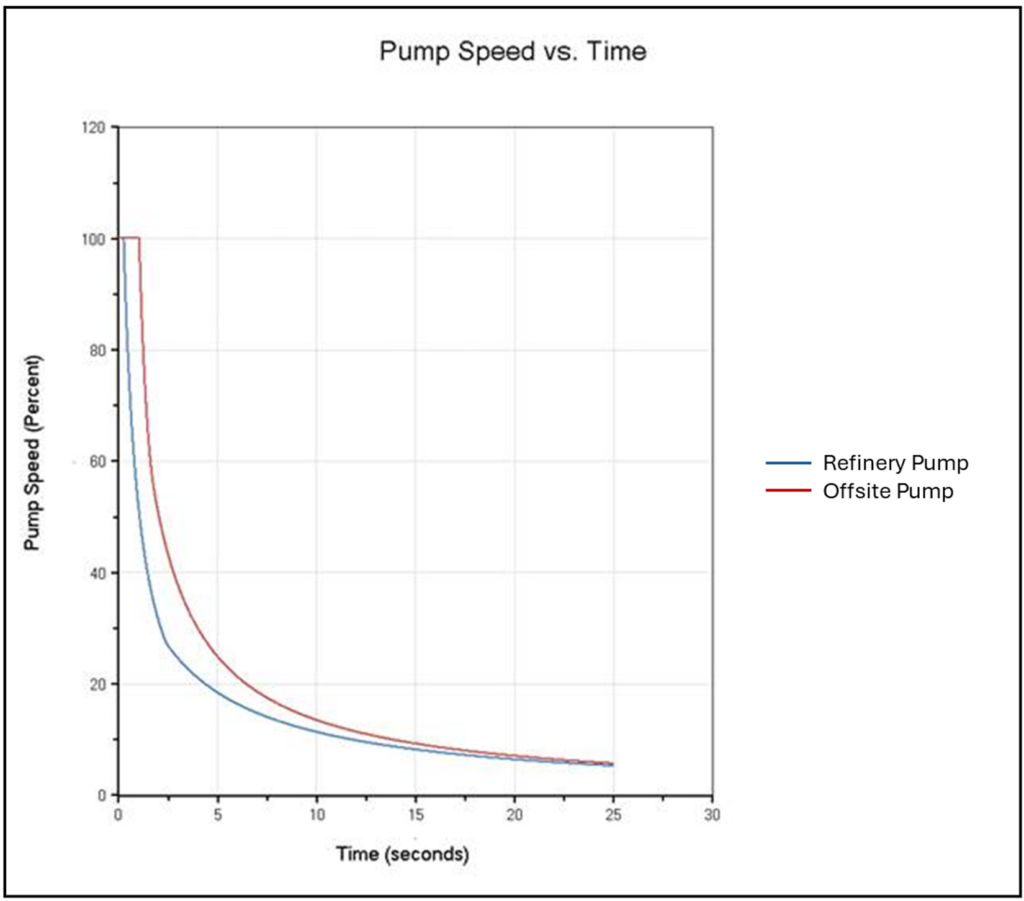
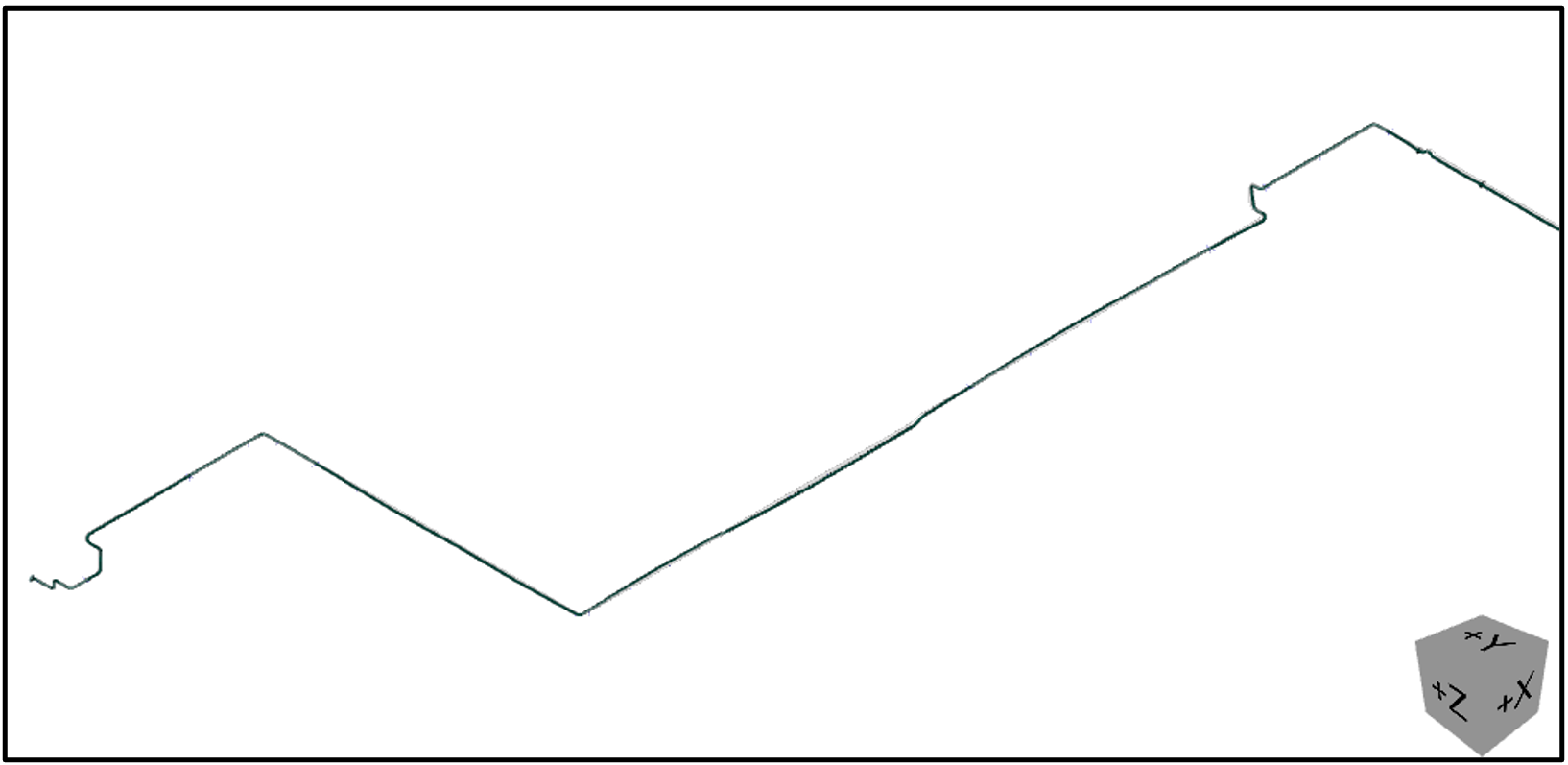
The system is modeled using AFT Impulse™ surge analysis software, with the resulting model as shown above. This model includes the offsite pump and several hundred feet of underground piping on the neighboring property before it emerges near the fence line and continues on site. The offsite pump trip and subsequent onsite pump trip are both modeled based on the pump curves supplied for each pump.
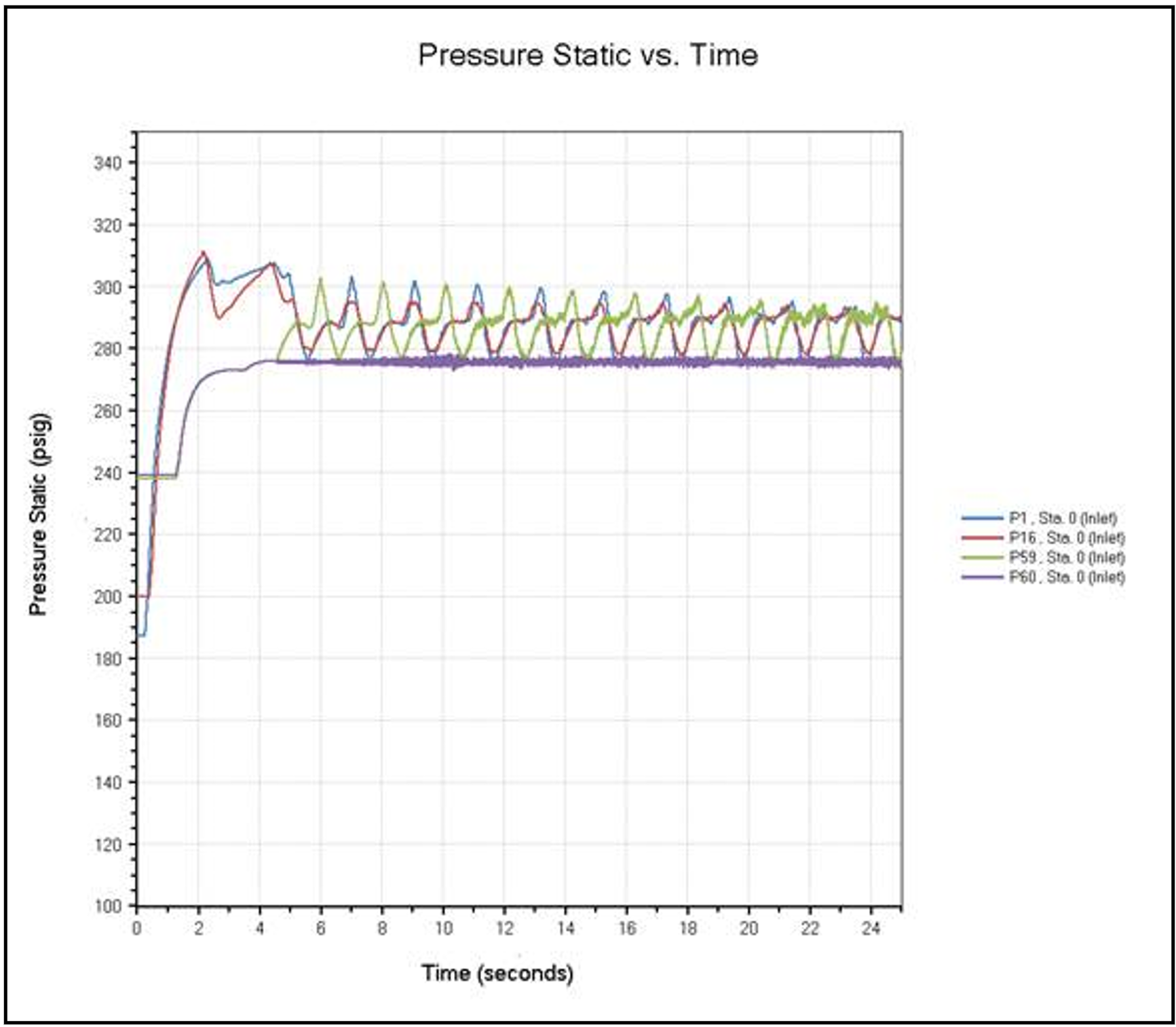
Without a subsequent refinery pump trip, the initial offsite pump trip produces a peak static pressure of 310 psig and then settles into slowly decaying oscillation between approximately 275 psig and 305 psig.
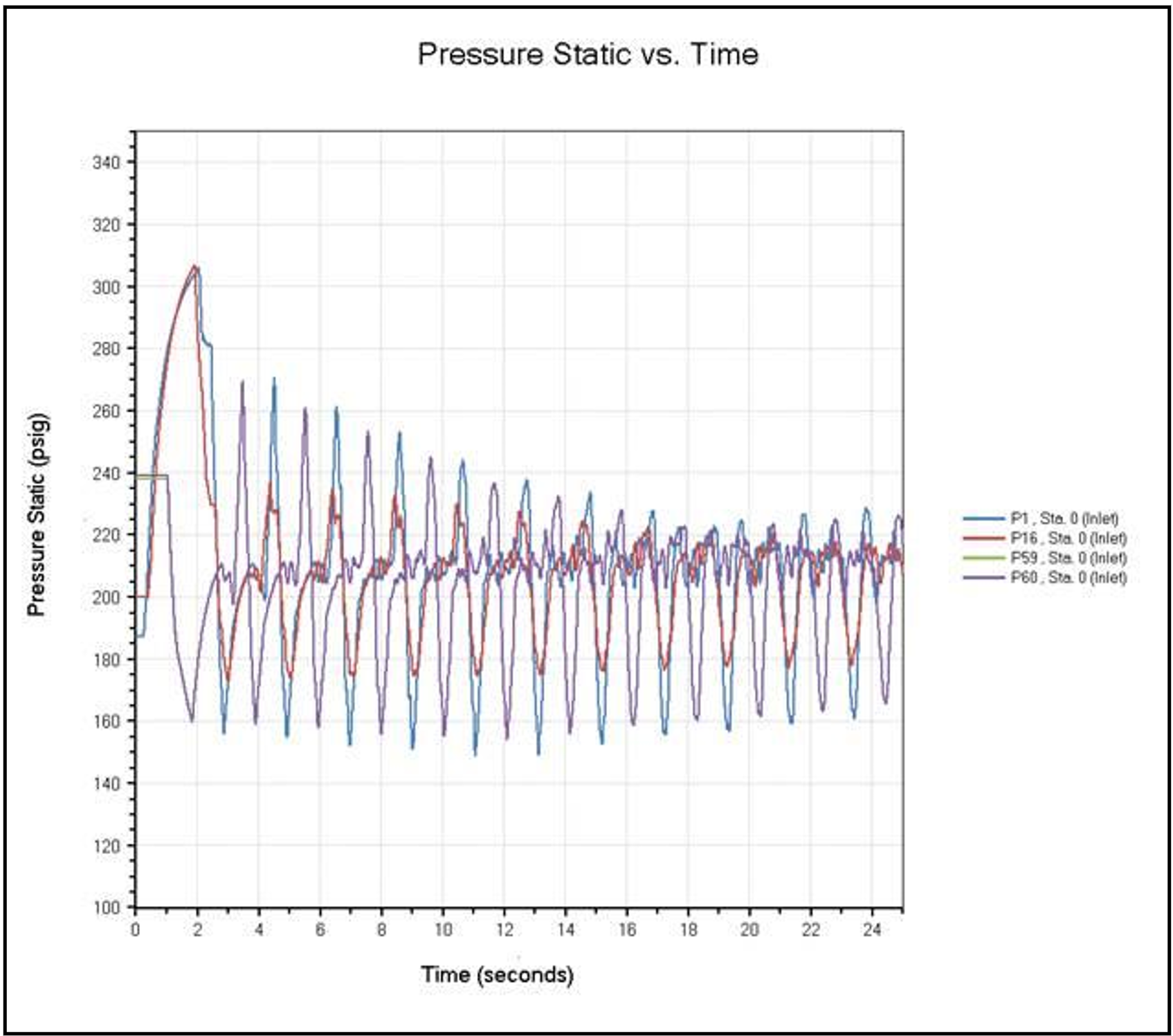
Once the refinery pump trip is introduced, the peak static pressure remains at approximately 310 psig, and the resulting oscillations settle into a pattern with lower peaks than for the single trip event, but with much larger variations in peak-to-peak amplitude, varying from about 150 psig to 270 psig. This helps to explain why additional or more severe movement was perceived in the field when the refinery pump would trip.
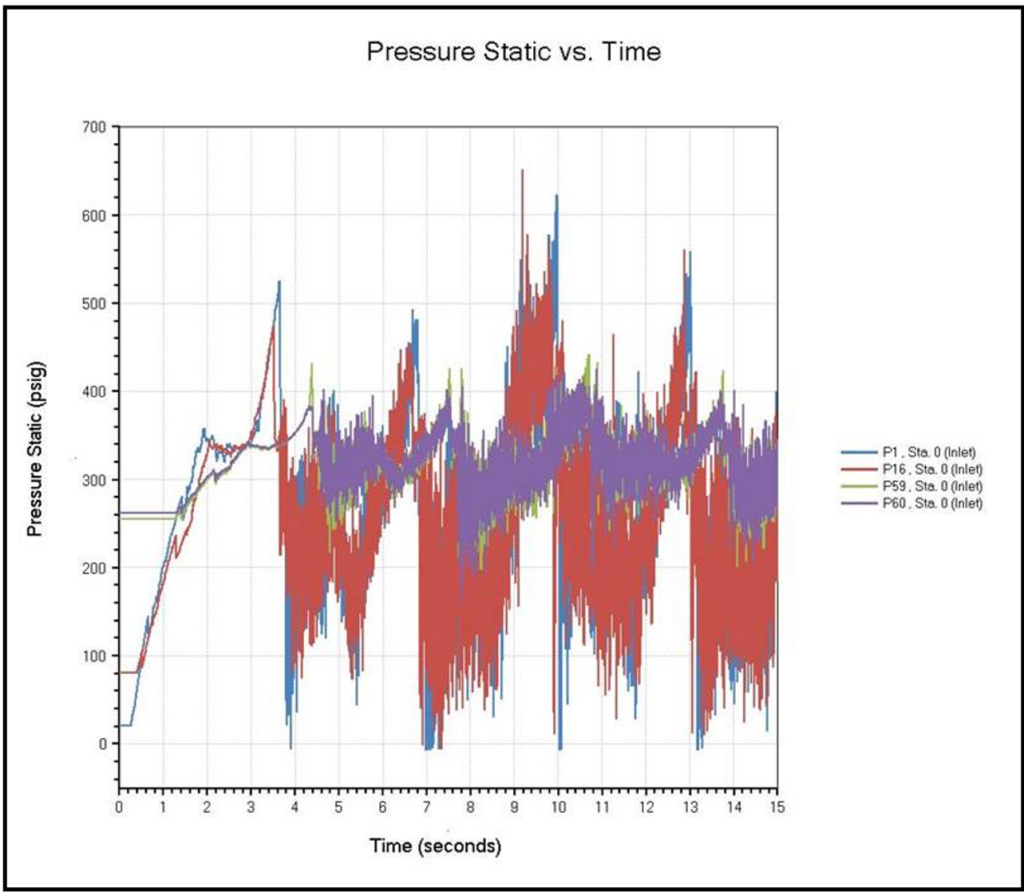
Surge relief valves were investigated as options to potentially reduce the peak surge pressure and damp out oscillations more quickly, but the surge relief valve characteristics were such that they produced a worse result in all valve sizes considered.
A piping flexibility model is created using SIMFLEX-IV, with each pressure surge event (offsite to refinery and refinery to offsite) modeled using a Time-History function as described previously. The model extends from the fence line where the piping emerges from below ground to a location at the refinery where it is routed underground again beneath a road.
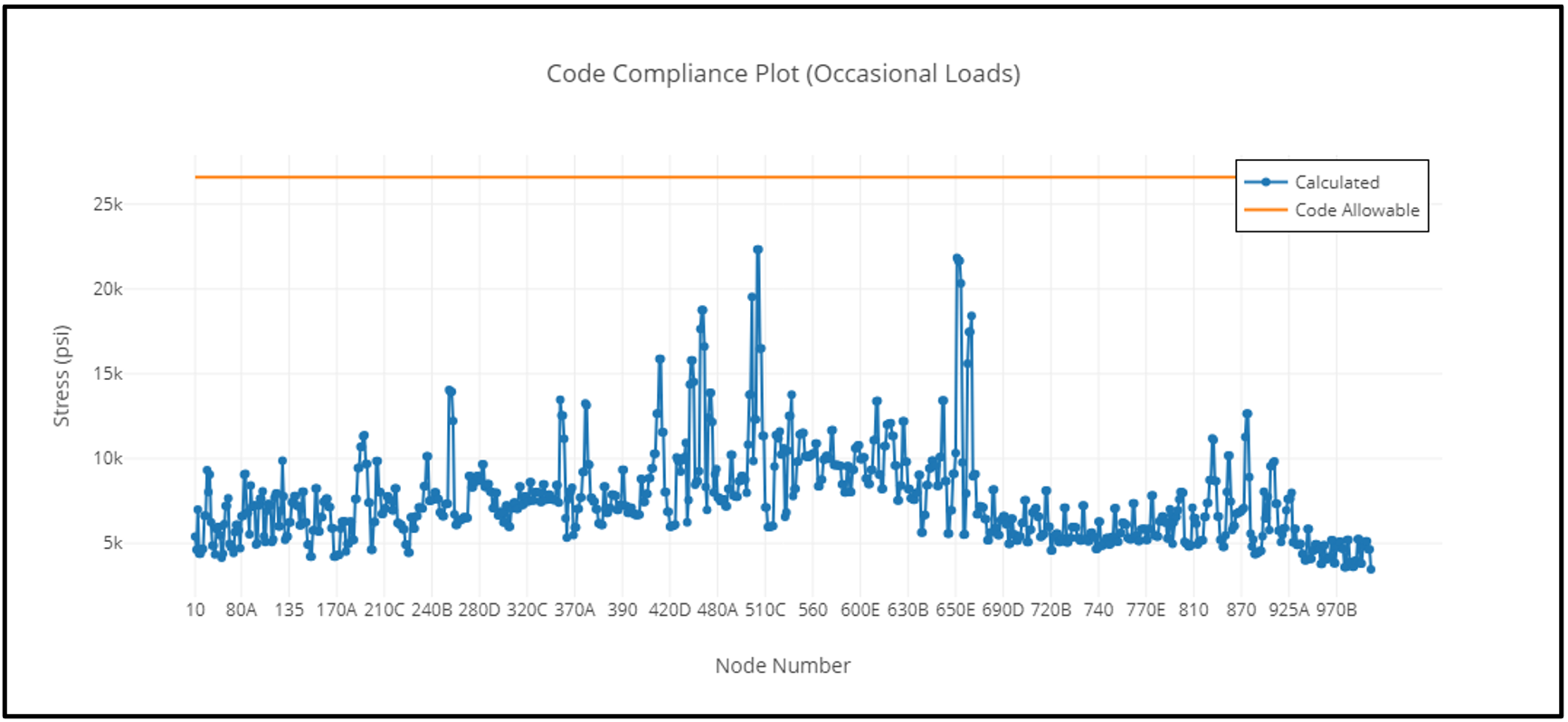
The offsite-to-refinery pressure surge event results in the following ASME B31.3 code compliance plots, where the pressure surge forces are classified as occasional loads:
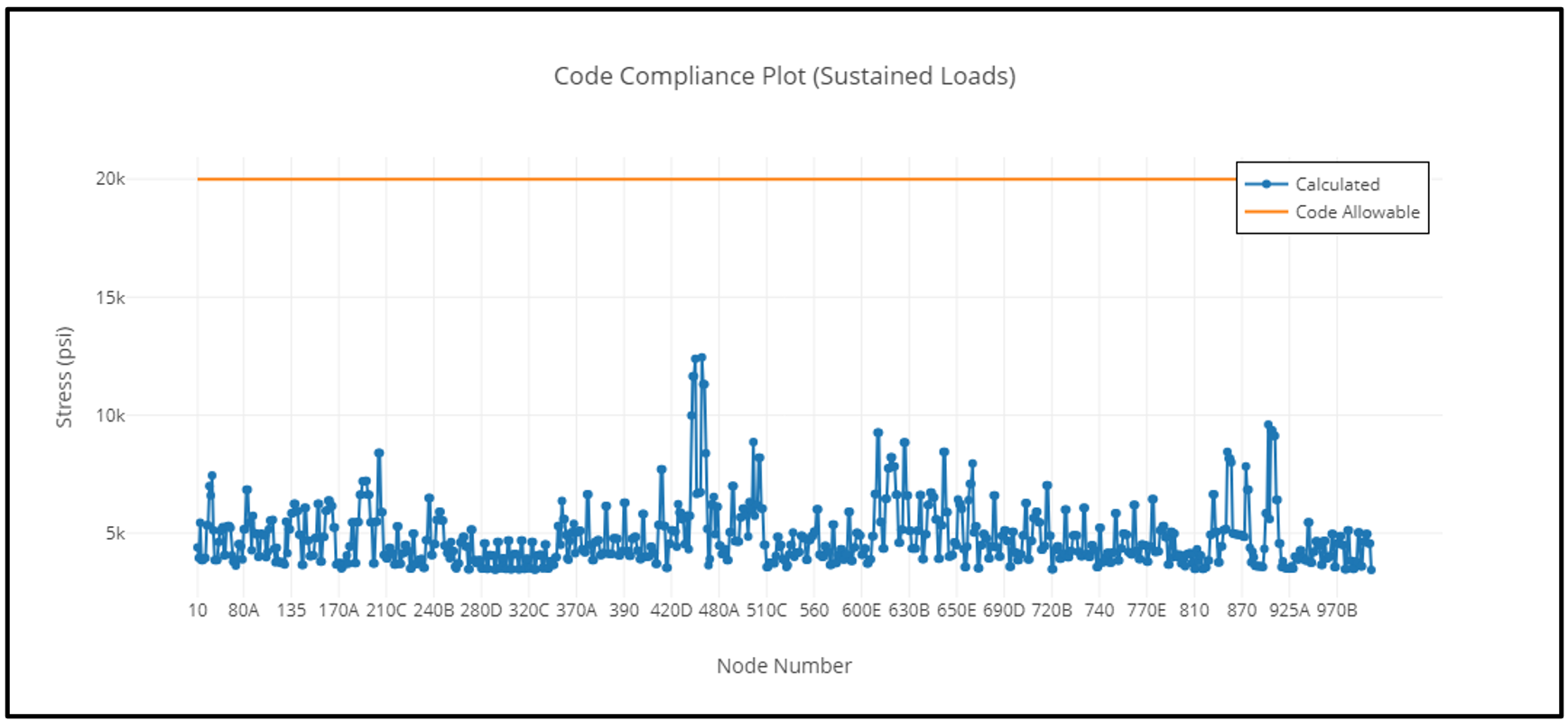
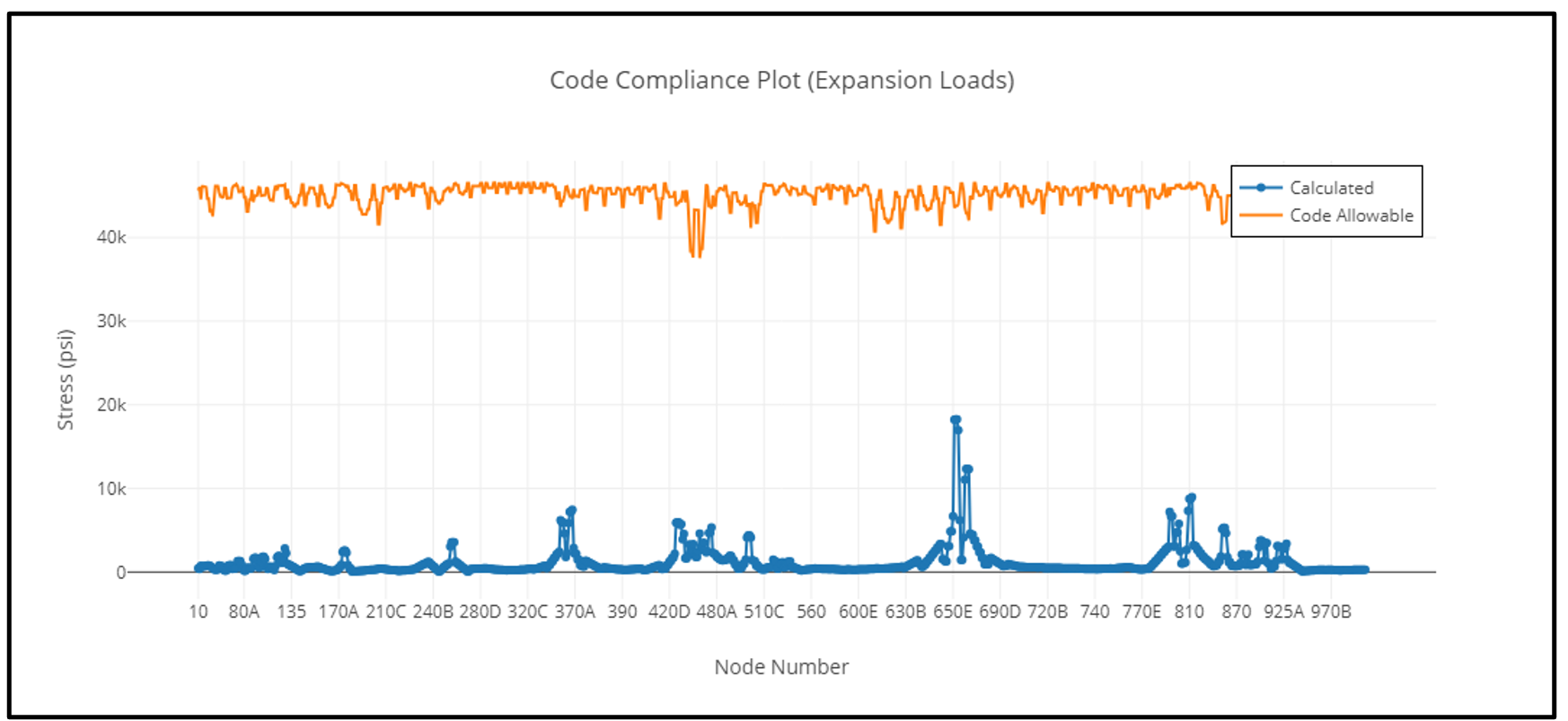
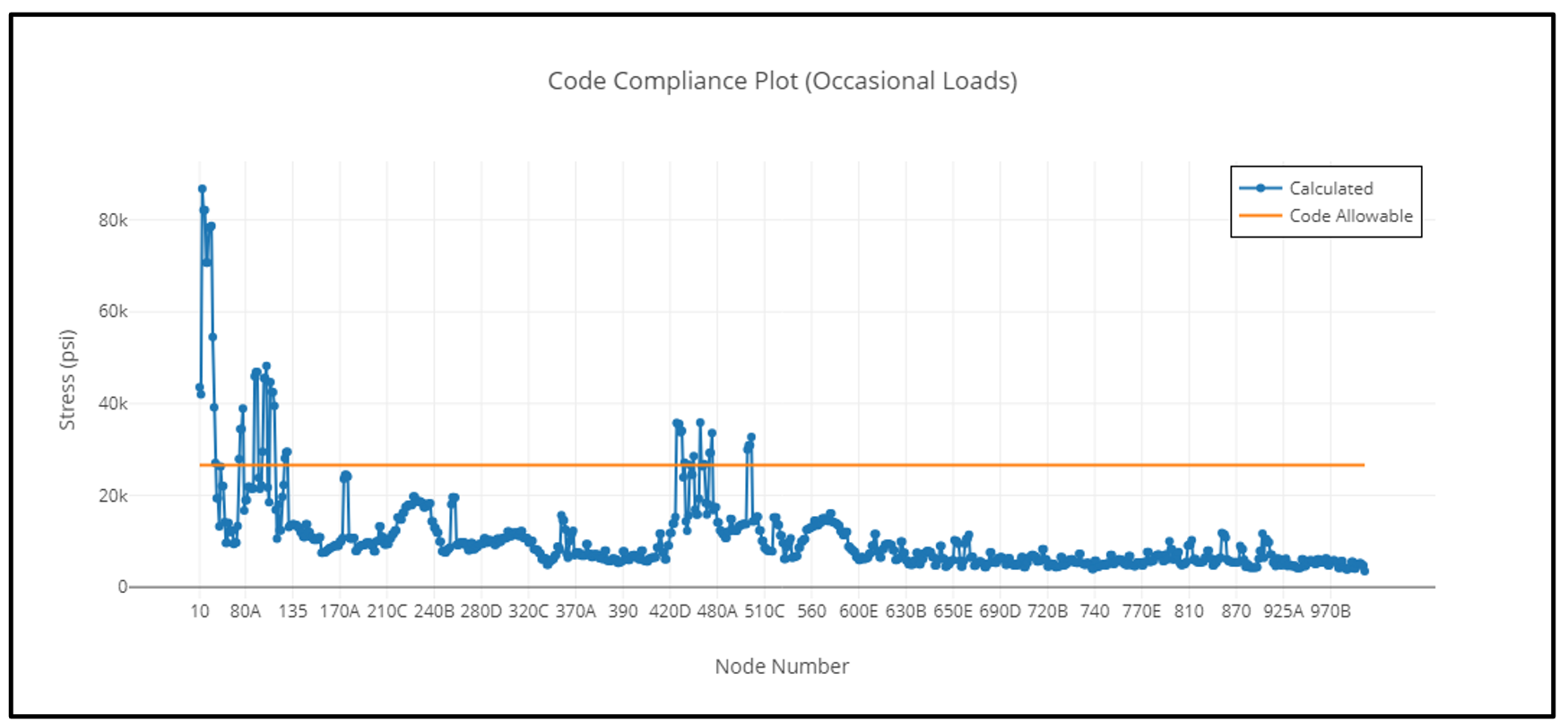
Calculated stresses in the piping system during the pressure surge event significantly exceed ASME B31.3 allowable stresses for the occasional load case, in addition to the observed issues of excessive pipe movement, support damage, and noise.
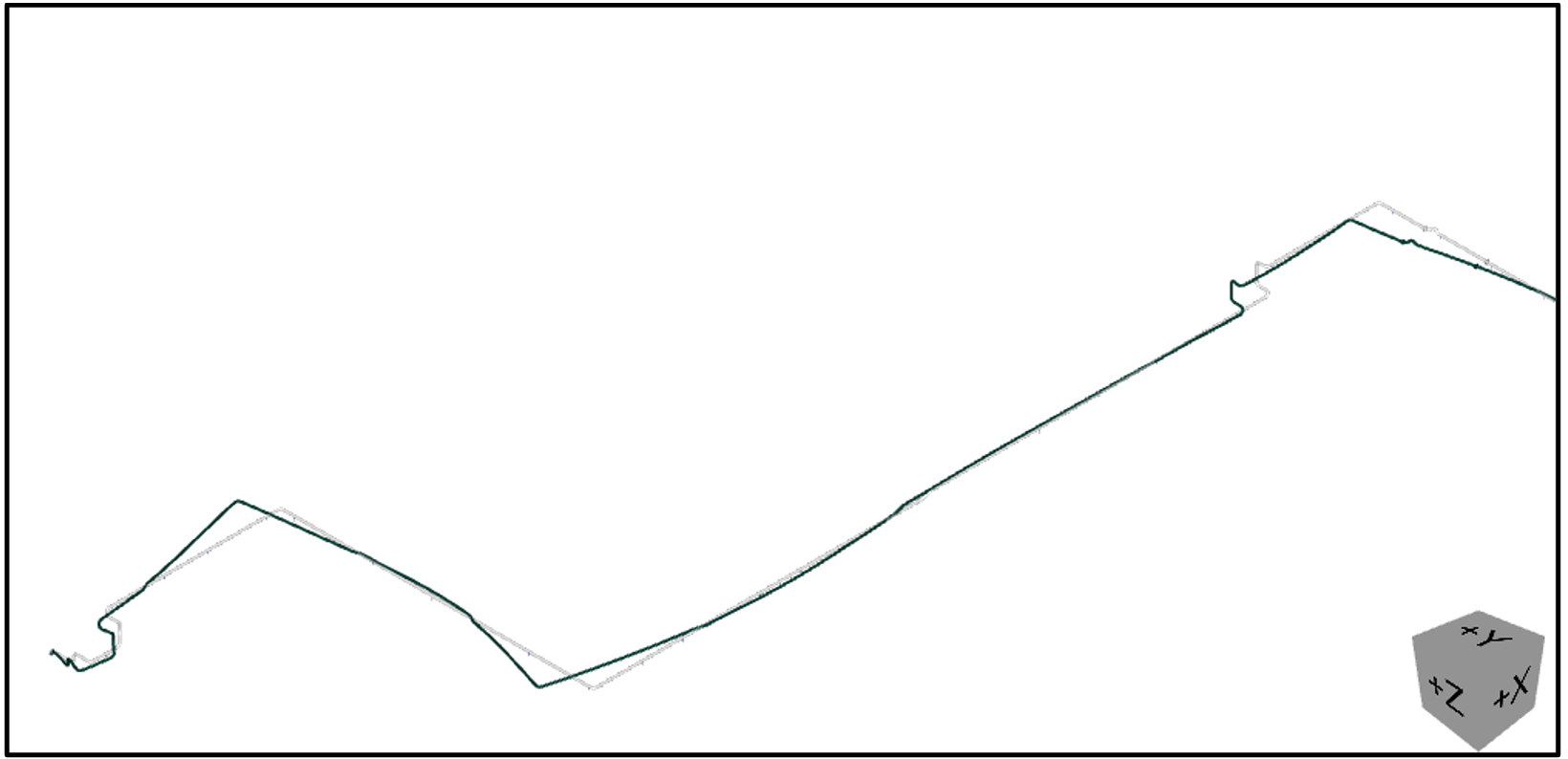
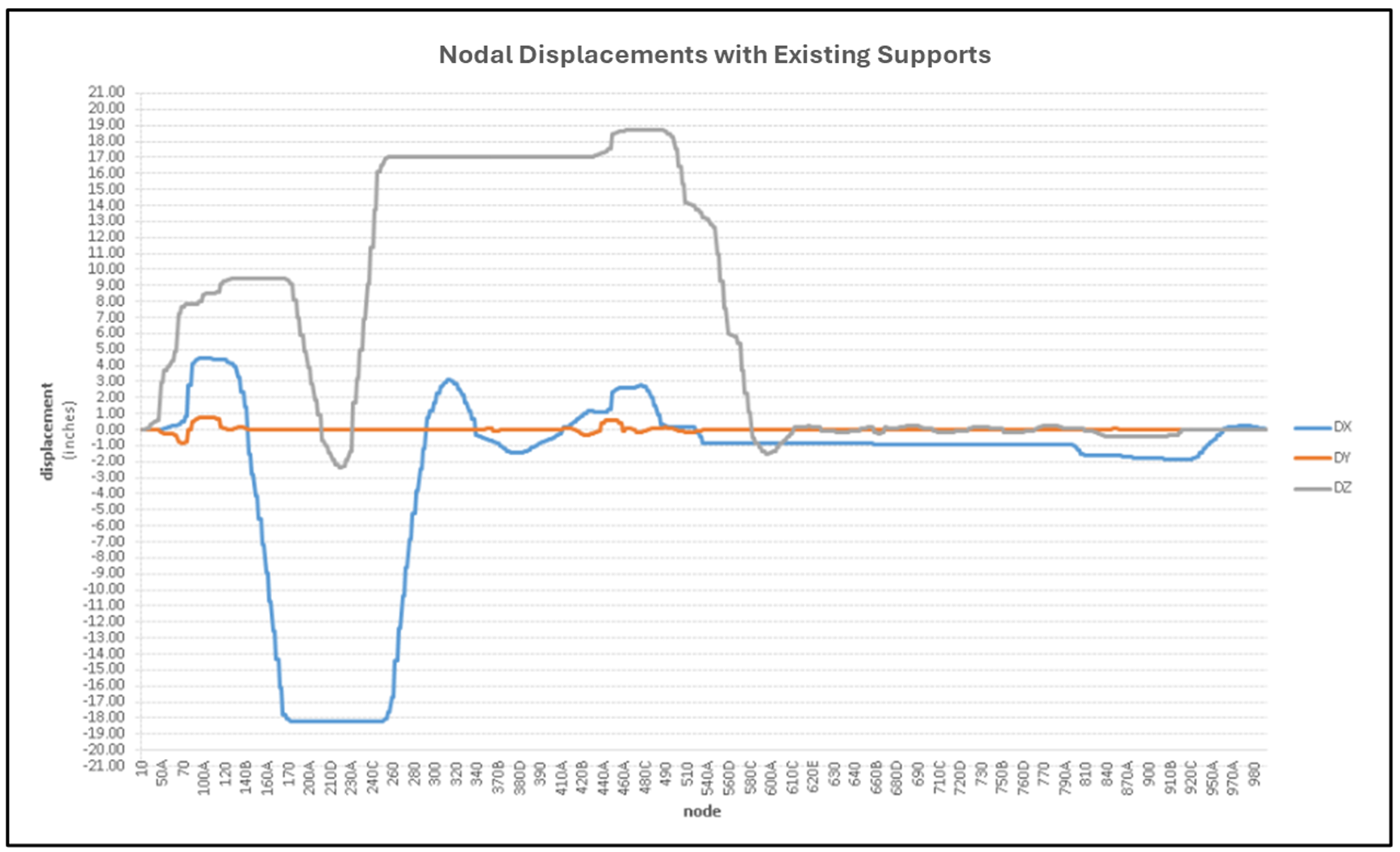
The highest deflections are noted near the building, as shown above at 10x magnification. Maximum calculated deflections for the two modeled surge events (offsite-to-refinery and refinery-to-offsite) are 18.2 inches (46.2 cm) and 15.9 inches (40.3 cm), respectively, aligning very well with the observed wear marks on the piping at support locations.
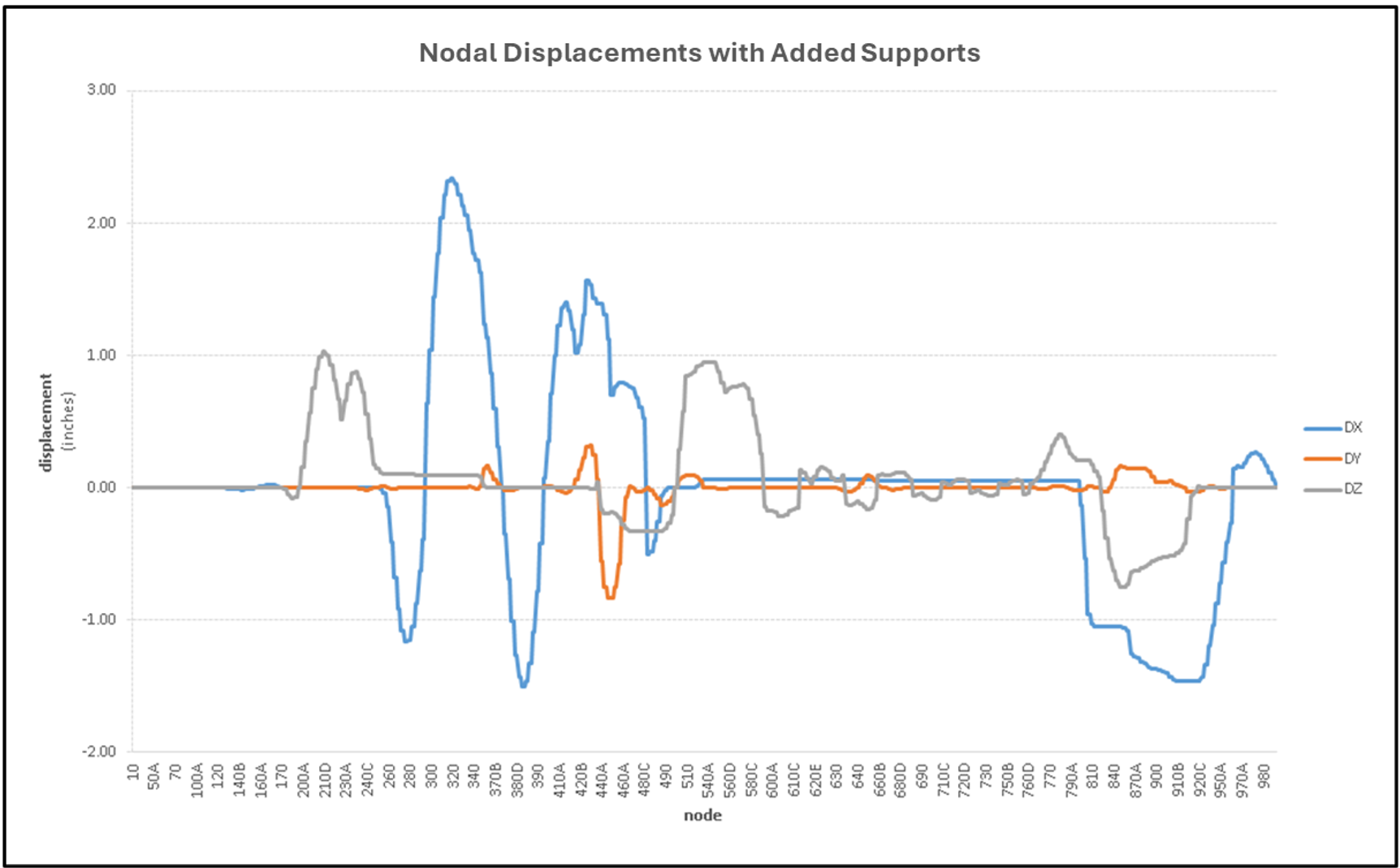
Supports (lateral guides and/or axial stops as needed) are added to the model near locations of maximum observed movement, using an iterative approach to optimize restraint of pressure surge displacements without causing overstress conditions for thermal expansion loads. After a few iterations, the following results are produced:
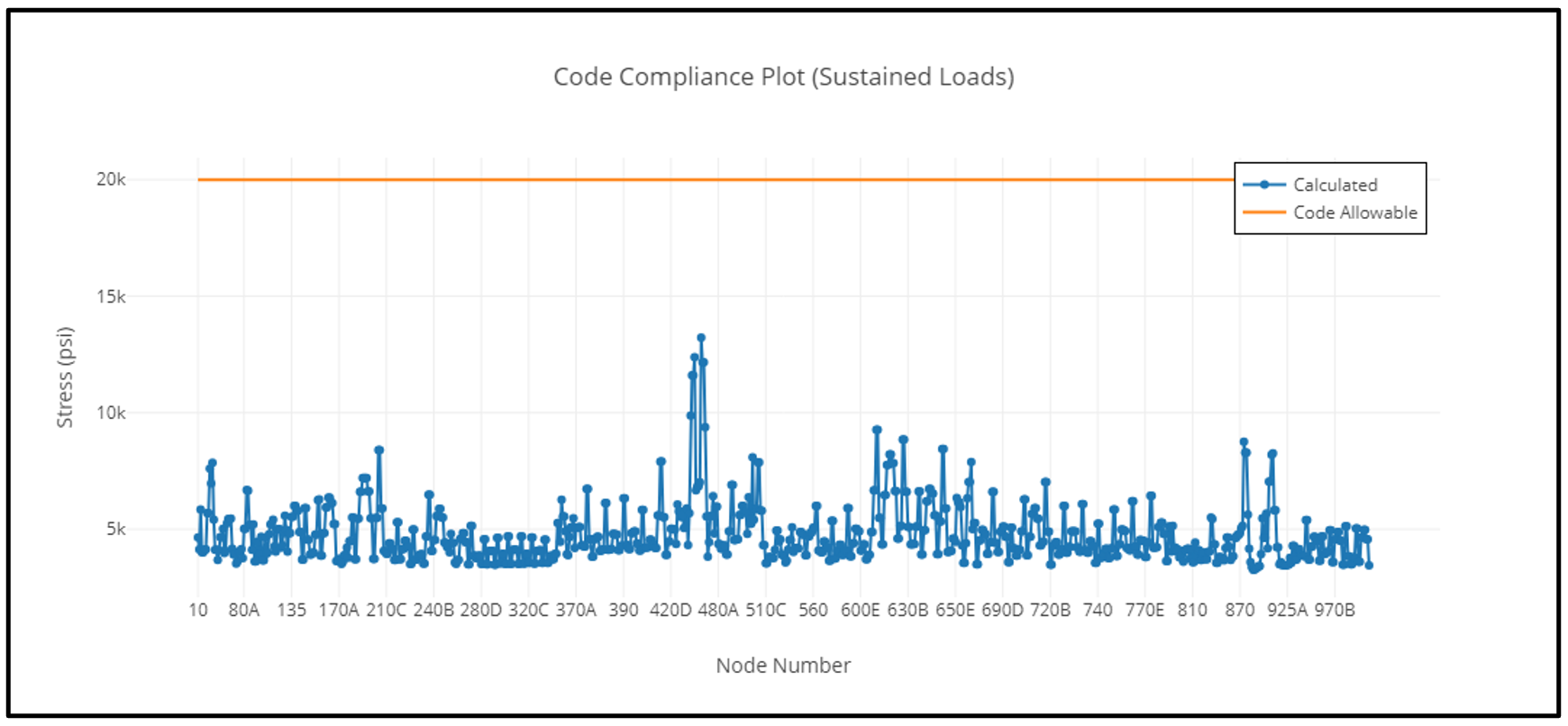
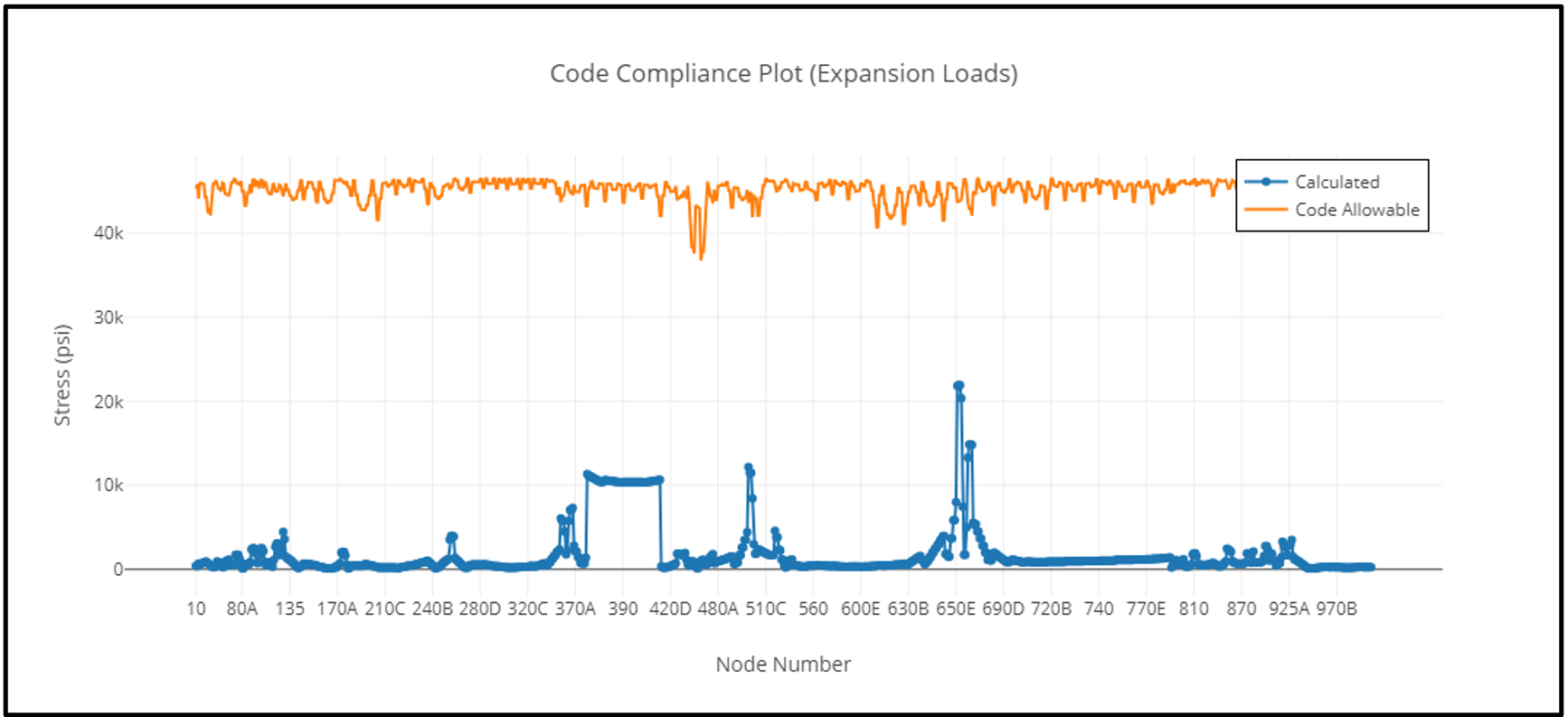
As expected, the new supports produce a minimal impact on sustained stresses (due to pressure plus weight). Careful consideration of new support locations and restraint directions results in acceptably small increases in thermal expansion stress, and the occasional stresses are significantly reduced. Hence, all calculated stresses in the piping system during the pressure surge event are below ASME B31.3 allowable stress limits for sustained, expansion, and occasional load cases with the added supports. In addition, maximum values for calculated displacements are reduced from 18.2 inches (46.2 cm) to 2.3 inches (5.8 cm) for the offsite-to-refinery pressure surge, and 15.9 inches (40.3 cm) to 3.5 inches (8.9 cm) for the refinery-to-offsite pressure surge.
Forces required to be restrained by the new supports were calculated to be as high as 14,300 lbf, but most were within the range of 2000 to 4000 lbf. In some cases, restraint of such large piping forces can require redesign of foundations and/or supporting steel.
In conclusion, the severe piping displacements and disconcertingly loud noises were resolved in this case by making a few simple support modifications rather than performing major system modifications. In addition, installing specialty equipment, such as surge relief valves, in this case could have resulted in an even worse situation. If surge events are causing issues at your facility, consider having a detailed engineering assessment performed to gain more confidence in how to effectively resolve the issue.