Optimize turnaround scope and predict heat exchanger bundle life using risk-based inspection (RBI) from Equity Engineering. Our API 581 methodology evaluates probability of failure (POF) and consequence of failure (COF) by analyzing bundle inspection history, tube metallurgy, damage mechanisms, and operating conditions. We identify which bundles require replacement versus inspection, avoiding unexpected downtime while extending bundle life and reducing turnaround costs.
Identify Risk Limits & Optimize Turnaround Scope
Many companies predict bundle life by analyzing the history of each heat exchanger shell and tube. Unfortunately, there’s not enough data to accurately predict future performance or probability of failure (POF) or consider current operating conditions or practices.
A risk-based inspection (RBI) assessment should be conducted on heat exchanger bundles to avoid unexpected downtime and lost production and to increase knowledge on bundle deterioration and anticipated life. Equity uses the API RBI methodology to analyze the failure data of similar heat exchanger bundles and incorporate the financial consequences of lost production and downtime associated with repair or replacement.
Case Study: Heat Exchanger Bundles using RBI
Background
A North American-based petroleum facility employed Equity to perform a bundle RBI analysis and create an inspection plan to help optimize their turnaround (TAR) scope. The goal of the analysis was to determine the risk of each bundle and use acceptable risk limits to outline which bundles required inspection or replacement.
Approach
Equity evaluated the POF and consequence of failure (COF) to determine the overall financial risk. The POF of bundle RBI is calculated by comparing similar service bundles to determine a characteristic heat exchanger bundle’s life. The COF of bundle RBI considered the costs the facility would incur if any heat exchanger bundles failed. The COF calculation considered production and environmental impacts as well as bundle replacement costs. Equity used the bundle’s inspection history to predict POF and COF, and to determine the risk at various times in the future.
Matching criteria included:
- Heat exchanger type
- Tube metallurgy
- Tube side and shell side fluid categories
- Operating condition, temperature, pressure, and velocity
- Process unit
- Damage mechanisms and fluid damage modifiers
Result
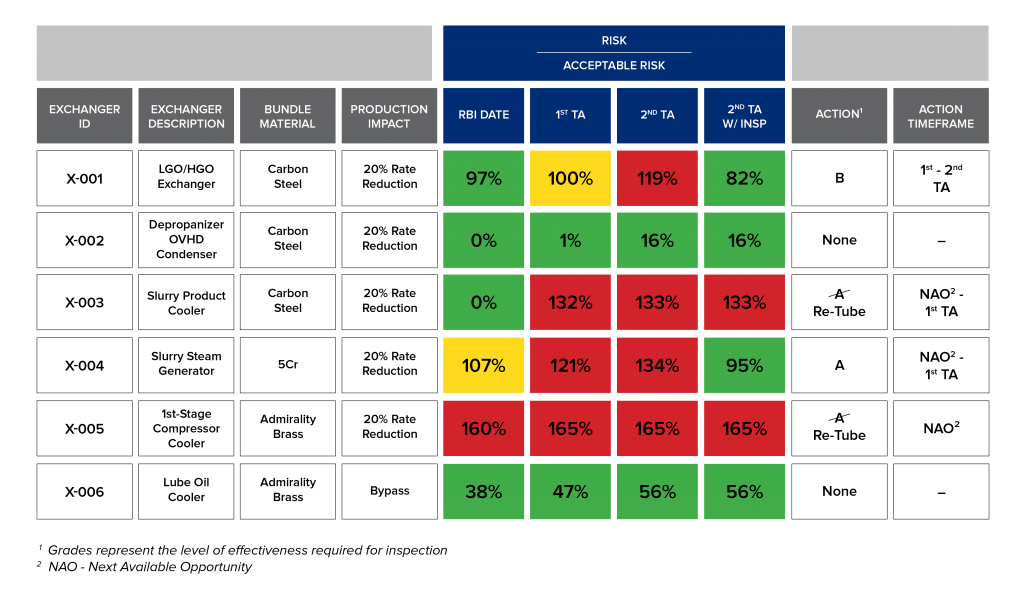
Equity created an inspection plan that highlighted inspection and replacement activity for the bundles. The following recommendations were identified:
- X-002 and X-006 – no inspection required until the second TAR
- X-003 and X-005 – replace bundles at the first TAR, as both are near end of life
- X-001 and X-004 – inspect bundles to extend life to second TAR
- X-004 – replace and inspect at next available opportunity
- X-001 – inspection should be completed between the first and second TARs
By comparing the risk of a bundle to an acceptable financial risk limit, an inspection plan was developed that identified the highest-risk heat exchanger bundles and delayed two heat exchanger bundles until the second TAR. This analysis helped the facility avoid unexpected downtime and lost production, and increased the knowledge on deterioration and anticipated life.