API Recommended Practice 691, “Risk-based Machinery Management” (API 691) first edition was published in June 2017 but has yet to see broad implementation in most owner/user facilities. The document applies to all phases of the machinery life cycle: feasibility and concept selection, front-end engineering design, detailed design, installation and commissioning, and operation and maintenance. The recommended practice defines the minimum requirements for the management of health, safety, and environmental (HSE) risks across the machinery life cycle and suggests screening parameters for defining “high risk,” but leaves it up to the operating company to define the high-risk machinery. The document also defines the minimum requirements for the management of risk through the machinery life cycle.
API 691 applies only to “high-risk” machinery, which is defined as machines or components that handle hazardous liquid or gas, operate at temperatures or pressures above certain limits, or are not proven in service for more than three years and whose failure may result in a loss of containment and/or a loss of functionality that may result in a potential process safety event.
Applying the risk management methods of API 691 for the front-end engineering design, detailed design, installation, and commissioning phases, as well as the operation and maintenance phase, is highly recommended when:
- Machinery is procured for new process units
- New API 691 machinery is purchased to replace existing API 691 machinery
- Existing API 691 machinery is upgraded, re-rated, or significantly modified
For facilities and units already in operation, process hazard analyses (PHAs), hazard and operability studies (HAZOPs), and field risk assessments should satisfy the API 691 risk assessment requirements for the operation and maintenance phase of the machinery life cycle. Both PHAs and HAZOPs are two of the risk identification methodologies identified in API 691 for the operation and maintenance phase (see Table A.3 in Annex A of API 691).
For Existing Operating Units, E2G Recommends the Following Key Points:
- Verify that your company’s PHA methodology parameters to identify “high-risk” machinery corresponds to the criteria outlined in API 691. This step will ensure consistency between your company and API 691 screening methods.
- Machinery meeting the API 691 criteria should be field risk-assessed according to the criteria of API 691, paragraph 8.2.5.
- Implement any actionable mitigation activities identified during the field risk assessments.
- Apply API 691 risk management methods to the front-end engineering design, detailed design, installation and commissioning, and operation and maintenance life cycle phases for API 691 machinery, including new process units as well as upgraded, re-rated, or significantly modified machinery.
Understanding the following concepts is important for machinery risk management:
- Machinery risk is context-dependent. “Risk” may be classified differently at several companies operating the exact same equipment in identical services.
- Machinery risk is systemic. API 691 sets minimum requirements for operating companies, designated responsible parties (DRPs), and vendors. Operating companies are encouraged to map the processes in API 691 to their own internal risk management systems and processes for machinery.
- Machinery risk is dynamic in that it changes with time. API 691 is organized by phases in the life cycle of machinery. Periodic risk assessments are required in each of the life cycle phases. API 691 requires an operating company to put a management system in place to track and mitigate risks where required over time, develop machinery standard operating procedures (SOPs), define safe operating limits (SOLs), and provide adequate training for operating and maintenance personnel working on high-risk machinery (“API 691 Machinery”).
The following criteria are to be used for initial risk screening to identify potential API 691 machinery for application of the API 691 recommended practice:
- Hazardous gas or liquid services as defined by jurisdiction, appropriate regulatory body, and/or operating company standards or specifications
- Services operating at temperatures greater than 350oF (177oC) and having design or specified off-design operating pressures greater than 80% of the maximum allowable working pressure (MAWP)
- Services operating at greater than 400oF (204oC)
- Components and subcomponents with technology readiness levels (TRLs) less than 7 whose failure may lead to a loss of containment and/or a loss of functionality that could lead to a potential process safety event
- Liquid services operating at pressures in excess of 600 psig (41.4 barg)
- Liquid services having specific gravities less than 0.5
API 691 states that “typically only between 10% and 20% of machinery falling within any given initial screening will be considered API 691 machinery.”
API 691 also states that the risk methodologies within API 691 have approaches that enhance those conducted as part of a PHA or reliability-centered maintenance (RCM) program and that the initial screening of machinery may be performed as part of routine PSM and/or HAZOP studies.
For facilities and units already in operation, PHAs and HAZOPs are adequate for identifying “critical” machinery risks, developing actions required to mitigate the risks, and providing means to initiate risk mitigation. Therefore, the PHAs, HAZOPs, and layer of protection analyses (LOPAs) satisfy the intention of the risk assessment requirements of API 691 for the operation and maintenance phase of the machinery life cycle. E2G recommends owner/users review the screening parameters of their PHAs to verify that the machinery defined by the API 691 criteria have been identified in the individual PHAs. The API 691 criteria that potentially have not been addressed in PHAs are machines that operate at pressures higher than 80% of MAWP and liquid services in excess of 600 psig (this includes boiler feed water pumps, which may not have been identified as “high-risk” machinery in a PHA).
Feasibility and Concept Selection in API 691 Introduces the Concept of Technology Readiness Level (TRL)
The TRL “number” quantifies the extent to which a given item of machinery is “ready for use” relative to the requirements and specifications for which the machinery is applied. TRL indicates how far the processes in a technology qualification program (new product development or application) have progressed. In other words, TRL provides an indicator as to the “maturity” of a machine design, or portion of a machine, with regard to the application. API 691 defines eight levels of TRL (consistent with API 17N, “Recommended Practice on Subsea Production System Reliability, Technical Risk, and Integrity Management”). TRL 0 (zero) corresponds to an unproven idea, while TRL 7 is a proven technology (installed and operating reliably in relevant similar conditions for more than three years). Table 1 (shown below) provides a summary of the TRLs. API 691 requires that vendors identify (in proposals or inquiries) any machinery components and/or subcomponents that have a TRL less than 7 whose failure may lead to loss of containment and/or a loss of functionality that could lead to a process safety event.
The recently published 12th edition (January 2022) of the API 610 Standard for centrifugal pumps specifies that “only equipment that is field proven, as defined by the Purchaser is acceptable.” API 610 suggests that API 691 be used for guidance to determine whether equipment can be considered field proven. API 610 also gives the purchaser the option to specify when the vendor shall provide documentation to demonstrate that the proposed equipment qualifies as field proven. Updates to other API standards for rotating equipment will have similar requirements for equipment reliability and field experience. Note that “Field Proven” components are TRL 7 (see Table 1), which means the machinery system has been field proven in operation with acceptable reliability for more than three years.

Requiring the vendor to identify systems/components that are not “Field Proven” is a substitute (and quantifiable improvement) for clauses that were written into many API machinery standards and end user and engineering, procurement, and construction (EPC) overlays to API machinery standards that required vendors to supply (with the proposal) a list of machinery in “similar” or “comparable” services. The wording of the requirements in the standards and end user and EPC overlays was general in nature and imposed the responsibility on the end user or EPC to determine if the machinery on the supplied list was actually “similar,” and further, if it had been “reliable” in service for an acceptable period of time. Determining whether a machine had been reliable in service was difficult in that it usually required contacting other end users, who may or may not have wished to share what could be considered proprietary information. Most of the overlay requirements also did not impose a responsibility on the vendor to identify systems that were not “Field Proven,” as is required by API 610 12th edition.
API 691 Section 8 – Operations and Maintenance
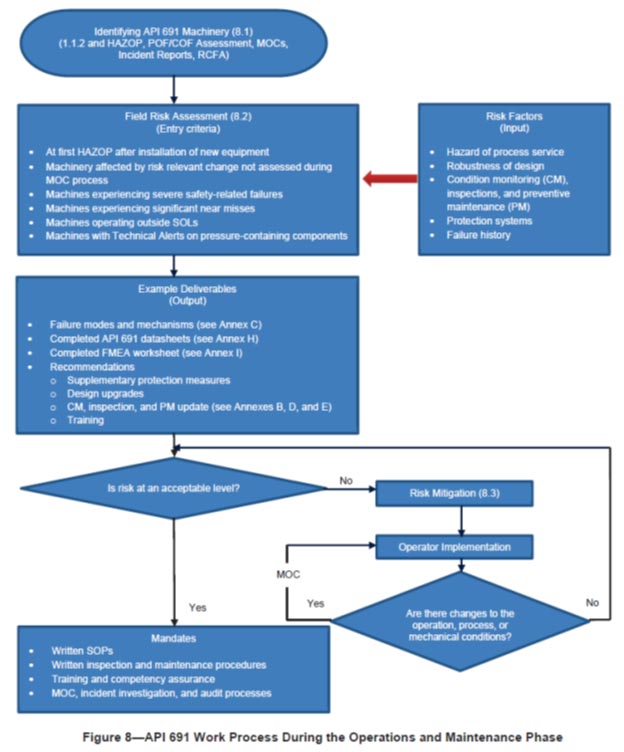
Section 8 of API 691 defines the requirements that ensure acceptable risk management throughout the operations and maintenance phase of machinery life. In other words, Section 8 is the part of API 691 of greatest interest to existing operating process facilities.
Figure 8 (below) from API 691 illustrates the risk management work process flow for the operations and maintenance phase of machinery life.
Screening Process
Per paragraph 1.2.6.6 of API 691, an initial screening to identify API 691 machinery for risk assessment (API 691, paragraph 8.1) is performed using PHAs/HAZOPs, incident reports, and any HSE documentation (i.e., PHAs, LOPAs, etc.). In other words, for plants that are already operating (as opposed to being in project design or installation and commissioning phases), the PHAs and HAZOPs that have previously been performed have probably already identified the high-risk (API 691) machinery, assessed the risk through use of standard probability of failure (POF) versus consequence of failure (COF) charts (see Annex A, Figure A.2 in API 691) that are used in most PHAs, and mitigated the risk or made plans to mitigate the risks as part of the PHA. Other risk assessment tools in Annex A include checklist analysis; what-if analysis; HAZOP analysis; technical risk analysis; failure mode effects analysis (FMEA); LOPA; reliability, availability, and maintainability analysis (RAM analysis); and fault tree analysis.
Field Risk Assessments
The next step after screening to identify API 691 machinery in paragraph 1.2.6.6 is to perform a field risk assessment (API 691, paragraph 8.2) for the machinery identified in the risk assessment/PHA. The field risk assessment is an evaluation of risk based on process and machine condition including installation, operation, inspection, and maintenance. The focus of field assessments is to identify risks that may occur because of variances between design and actual operating conditions so that actions can be taken to mitigate unacceptable risks.
API 691, paragraph 8.2 requires a field risk assessment for any API 691 machinery when:
- New machinery (meeting API 691 screening criteria) is installed
- Machinery has been affected by a risk-relevant change (machinery that has recently experienced a major change to the process, system, or components such as what may occur during a turnaround, repair, rebuild, or upgrade)
- Machinery has sustained moderate to severe safety failure consequences (as defined by the owner/operator)
- Machinery has experienced a significant near miss with potential for severe failure consequences (as defined by the owner/operator)
- Machinery is found to be operating outside of the SOLs
- Machinery has received a technical alert issued by the vendor or sub-vendors that highlights component or subcomponent flaws that may lead to release of a highly hazardous material or other hazardous condition
- Machinery meets the API 691 screening criteria and has not previously had a risk assessment performed
Risk Mitigation
The results of the field risk assessment that provide “actionable mitigation activities” are required to be implemented (after technical review) per API RP 691.
Per API 691, paragraph 8.3, risk mitigation may include one of the following:
- Reducing the hazard of the process (less hazardous chemicals, reducing the rate of degradation, mitigating damage mechanisms, etc.)
- Hardware upgrades to the machine proper (upgrades to features in the latest API machinery standards, upgrades that make the machine robust against loss of containment and/or a loss of functionality that could lead to a potential process safety event, etc.)
- Performing repairs per API 687 where applicable to machine type
- Predictive and preventive maintenance
- Enhanced condition monitoring (CM) and diagnostics
- Machinery prognostics (see Annex F in API 691)
- Protection system interlocks (such as used for lubrication, vibration, or surge)
- Post-loss-of-containment systems (remotely operated isolation valves, fire suppression and deluge, loss of containment monitor alarms)
- Reliability upgrades (upgrades that reduce the POF such as changing machine design to better fit window of operation; including all phases such as start-up, upsets, and shutdown; improvements in bearing and seal lubrication quality)
- Increased inspection intervals and scope (API 691, Annex B.5.3 addresses additional pressure boundary inspections for machinery in corrosive, erosive, or harsh service)
- Risk-based inspection activities (see API 691, Annex B and Annex D)
- Optional field testing on the process gas (refer to 5.9.6 and 8.3.6 in API 691)
API 691, section 8.4 states that the operating company shall implement the risk mitigation measures identified in the field risk assessment to achieve the company-defined acceptable risk level. To facilitate sustained risk management over the remaining useful life (RUL) of the machinery, the operating company should implement a management system meeting the requirements of paragraph 1.2.2 in API 691.
API 691 also states that the following checks should be made on machinery meeting the API 691 screening criteria:
- Verify that written SOPs for start-up, operation, and shutdown are available.
- Review operating procedures to ensure that they include steps necessary to mitigate risks and maintain SOLs and integrity operating window (IOW) at all times.
- Confirm written maintenance procedures exist outlining preventive measures and system checks to ensure the proper functioning of protective shutdown devices.
- Ensure that current inspection, maintenance plans, and procedures are based on existing process and mechanical conditions.
- Verify that operating and maintenance personnel roles, responsibilities, training, and qualifications are clearly defined and managed for competency assurance.
- Investigate accidents, near misses, abnormal occurrences, and failures in accordance with company procedures or API 689, first edition, Annex C.1.10.
- Confirm that non-conformances are documented and corrective actions are taken in accordance with company procedures.
- Confirm that an emergency response plan is in place to address loss-of-containment events.
- Ensure that appropriate documentation (datasheets, SOPs, inspection procedures, etc.) is current and revised in accordance with operating company’s management of change (MOC) process.
Conclusion
API RP 691 is a valuable document that should be considered as an enhancement to any owner/user’s mechanical integrity program. Please contact E2G to discuss how our rotating equipment subject matter experts can guide you on the use of API 691 as well as the implementation of API 691 field risk assessments and the development of risk mitigation actions for machinery identified in an API 691 field risk assessment.