Introduction
The purpose of the crude distillation unit is to separate the crude into several fractions, based on boiling point. The main distillation column usually operates near atmospheric pressure. To improve separation and recover more of the light end components, some units have a vacuum column which operates at a lower pressure. The crude distillation unit is normally the first plant in a refinery that processes the crude oil and therefore acts as a “filter” for impurities, contaminants, and corrosive or fouling compounds mixed with the crude. These contaminants can cause corrosion and/or fouling in piping and equipment in the crude unit itself or in downstream units. This article will outline case studies of failures that have occurred in crude units and subsequent failure analysis investigations aimed at determining the root cause(s) of failure to better understand the underlying damage mechanism(s).
Crude Unit Common Issues/DMs
Crude units are subject to numerous damage mechanisms typically stemming from the contaminants contained within the crude oil itself. The crude oil stream entering the unit can contain water, sediment, salts, sulfur compounds, nitrogen compounds, and naphthenic (carboxylic) acids, many of which affect the corrosivity of the crude oil and its fractions. Notably, crude fractions will generally not contain the same amount of sulfur or acids as the bulk crude, as they partition to only certain boiling point ranges and certain crude fractions.
The primary damage mechanisms that may occur in crude units include high-temperature sulfidic corrosion (sulfidation) [1], naphthenic acid corrosion, ammonium or amine chloride corrosion, creep/stress rupture [2], and many other types of cracking [3] and corrosion. As highlighted in the case study below, multiple damage mechanisms can play a role and ultimately be responsible for in-service failures. Often, it is difficult to be certain of the damage mechanism responsible for a failure without a metallurgical failure analysis assessment. While failed components can be replaced or repaired, learning from the materials and corrosion-related causes of the incident is critical to mitigating the relevant damage mechanisms and preventing future failures (e.g., upgrading the material of construction may be a recommended damage mitigation step).
Case Study 1
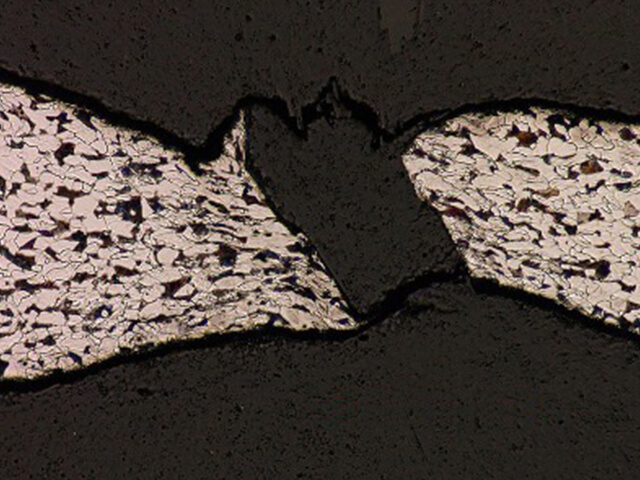
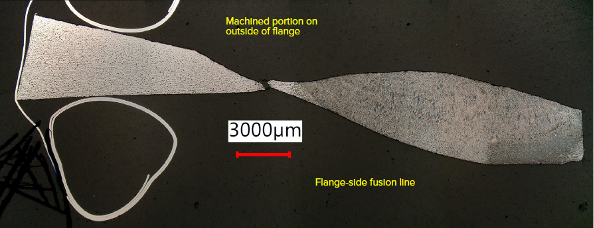
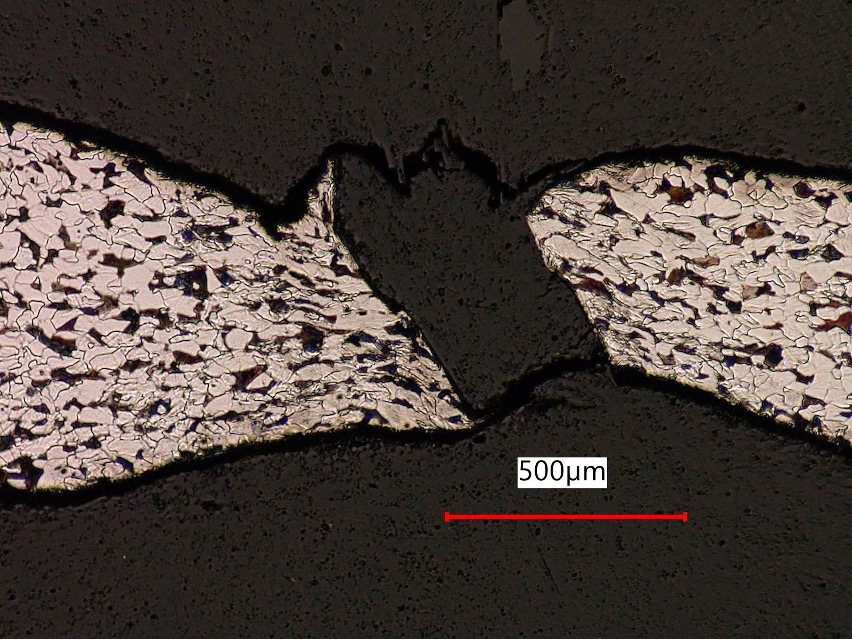
Equity was approached to perform a failure analysis of a cracked flange-to-reducer weld removed from service in the vacuum pumparound piping system in a vacuum unit. The failure was located between the vacuum tower diesel draw line, through vacuum draw pumps, and return via filter into the vacuum tower. The operating conditions at the failure location were approximately 295°F/146°C (the vacuum diesel draw temperature) and 150 psig (diesel pumparound circulation pump discharge pressure). The components in question were constructed of carbon steel; the flange was SA-105, the reducer was SA-234, and the weld filler metal used was SFA-5.1 E7018. The sample was severely thinned near the failure location; the minimum remaining thickness adjacent to the failure location was measured to be 23 mils (0.6 mm). Upon examination of the sample, the inside corner of the gasket showed evidence of corrosion and a flow-induced corrosion pattern was visible on the inside surface (see Figure 1 and Figure 2). An evident amount of weld misalignment was observed as highlighted in Figure 3. Once the sample was cut in half, the cracking location was identified about 0.25in/6.35mm away from the weld fusion line, as shown in Figure 2. Metallography was also performed, as shown in Figure 4 and Figure 5, which revealed voids in the as-polished images adjacent to the rupture, as well as a 45° “shear” rupture angle. Both are consistent with failure from tensile overload/tensile failure and are indicative of gross plastic deformation/collapse [4]. Notably, no signs of stress corrosion cracking [3] were observed, the material composition and grain structure outside of the plastically deformed area were as expected for carbon steel piping, and no microstructural anomalies were detected.


Figure 1: As-received sample (Note corroded inside corner of gasket on right image)
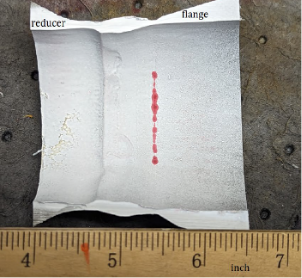
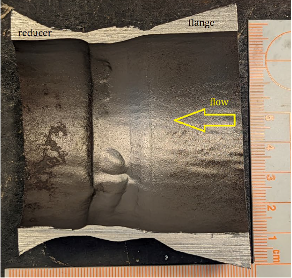
Figure 2: Internal photograph of sample, showing flow related corrosion pattern and crack

The failure was determined through laboratory analysis to have resulted from tensile overload due to excessive thinning adjacent to the weld. However, the primary damage mechanism contributing to the corrosion/erosion-corrosion was not confirmed through laboratory analysis. Due to the low operating temperature (<300°F/149°C), organic acid/naphthenic acid corrosion or high-temperature sulfidation is not generally expected in the vacuum diesel draw piping section. Additionally, the temperature is expected to be high enough to avoid the presence of liquid water and salts. However, it was uncovered that accelerated thinning on the diesel pump outlet reducers and associated piping was observed, which was attributed to the presence of salts and erosion-corrosion. This suggests that the diesel draw temperature may be significantly lower than expected, allowing liquid water and ammonium salts to enter the draw. Other sources of corrosion, including amine contamination, oxygen ingress, and heat exchanger tube leaks were also considered and communicated to the operator.
The following primary recommendations were offered to the owner-operator to further investigate the failure and establish a pragmatic damage mitigation strategy.
- Investigate the source of corrosion by sampling the vacuum diesel to determine potential corrodents (sulfur, H2S, chlorides, solids, NH3, etc.).
- Perform inspection of other high-velocity locations in the piping system.
- Confirm the operating temperature and whether the relevant piping is a deadleg or in intermittent use.
Case Study 2
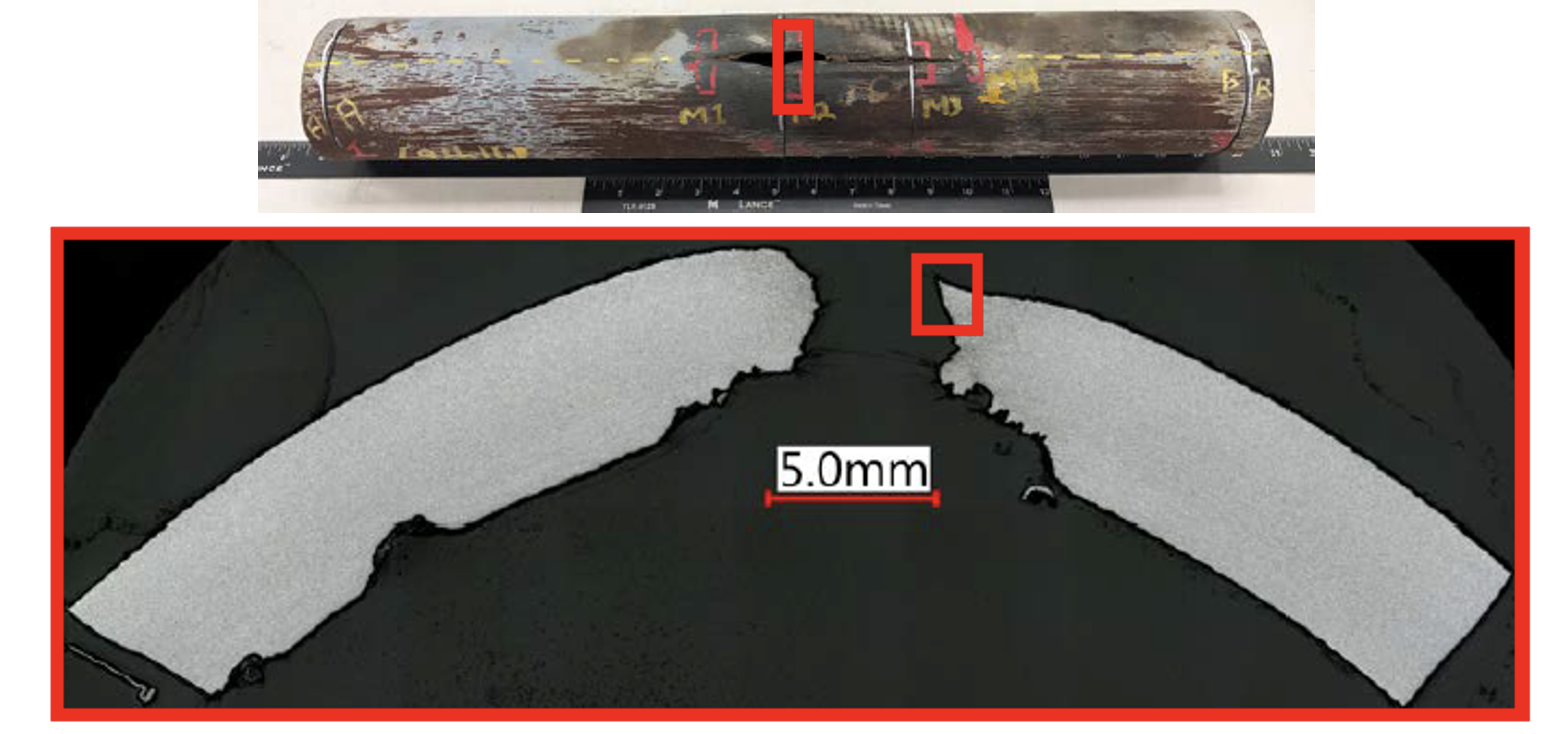
A carbon steel (A53 Grade B) crude pump-out pipe was provided to Equity following a rupture of the pipe segment located immediately upstream of the unit’s crude tower. The pipe segment in question was part of the piping circuit that is used to pump crude oil to storage, and it typically operated as a deadleg during normal operation and intermittently during turnarounds (as blowdown piping). Shortly after the rupture was discovered, a clamp was installed on the pipe; however, a significant loss of containment has already occurred and residual product in hundreds of feet of piping was able to leak out.
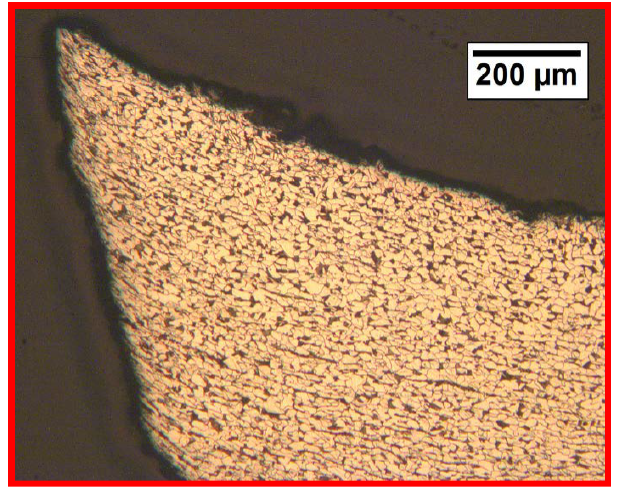
The as-received pipe sample is shown in Figure 6 including the rupture location and adjacent clamp location. Wall thickness measurements were taken along the length of the sample and localized internal corrosion was observed. The piping segment ruptured at the area of the lowest measured wall thickness. A metallographic mount was created to observe the microstructure at the rupture and the photomicrograph is shown in Figure 7 and Figure 8. Chemical analysis via scanning electron microscopy (SEM) electron dispersive spectroscopy (EDS) was also performed on the product scale on the inside surface of the sample. This chemical analysis did not reveal the nature of the corrodent, only detecting typical elements expected in the hydrocarbon stream (carbon, sulfur, trace elements).

Based on the laboratory analysis, the pipe sample failed by ductile overload. The nature of the deadleg operation of this pipe segment may have led to an aqueous phase containing unnaturally high concentrations of corrodents and/or acids. Organic compounds naturally found in crude oils commonly form organic acids in the crude furnace. In bulk solutions, these will not normally cause corrosion issues; however, in aqueous solutions they can become concentrated and therefore exhibit highly corrosive behavior. Therefore, it is believed that the failure was due to the expansion of frozen water trapped in the line, leading to elevated local internal pressures and eventual rupture. While in this case the failure occurred at the area of lowest wall thickness, it is believed that the pipe would have eventually ruptured even in the absence of internal corrosion, as the high pressure of the incompressible liquid water continued to increase.
Common damage mechanisms related to crude tower bottoms include sulfidation [1] and naphthenic acid corrosion; however, the morphology of the internal corrosion was not consistent with either of these mechanisms. Additionally, since this piping was only intermittently exposed to crude tower bottoms as opposed to on a consistent basis, and it typically operated below the temperature threshold (~500°F/260°C and above) for these damage mechanisms to occur, these are considered unlikely to have contributed to the internal corrosion. As a result, the water trapped in the piping is also believed to be responsible for detected corrosion.
The following practical recommendations were provided to the client:
- Prevent freezing water in the piping – this can be achieved via steam tracing or electric heat tracing. Until the installation of tracing, radiography can be used to identify locations of any plugs of ice in the piping. Steam injections can also be used to clear the line of ice.
- Prevent the collection of free water in the deadleg piping – this may include identifying and eliminating sources of water or periodically draining the system to prevent the accumulation of significant amounts of water.
Conclusion
When a component fails, conducting a metallurgical failure analysis investigation is critical to determining the root cause of the damage. Furthermore, it is important to engage an experienced failure analysis team (consisting of materials and corrosion experts) that has a thorough understanding of damage mechanisms, relevant process chemistry and operation, and equipment fabrication practices. To this end, Equity has performed failure analysis investigations on hundreds of components to determine the root cause of failure and has provided practical metallurgical, operational, and design recommendations to prevent future failures. Reach out to our experts today if you have a failure that you would like to analyze.
References
- Prueter, P.E., “A Guide to Sulfidation and High-Temperature H2/H2S Corrosion Management,” eBook, Inspectioneering, LLC, https://inspectioneering.com/content/2023-10-11/10779/a-guide-to-sulfidation-and-high-temperature-h2h2s-corrosion-management. Spring, TX. Oct 11, 2023.
- Prueter, P.E., “A Guide to High-Temperature Creep Management,” eBook, Inspectioneering LLC, https://inspectioneering.com/content/2023-04-13/10534/a-guide-to-high-temperature-creep-management, Spring, TX, April 13, 2023.
- Prueter, P.E., “A Guide to Stress Corrosion Cracking Management,” eBook. Inspectioneering LLC, https://inspectioneering.com/content/2022-09-30/10300/a-guide-to-stress-corrosion-cracking-management, Spring, TX, September 30, 2022.
- Prueter, P.E., “Fundamentals of Design by Analysis,” Equity Insights Article. May 30, 2023. https://e2g.com/industry-insights-ar/fundamentals-of-design-by-analysis/, The Equity Engineering Group, Inc. Shaker Heights, Ohio.