Based upon a presentation from the SagePlus™ Software User Group Meeting, September 2021 – Access the session recordings here:
Shape
High operating temperatures can degrade the mechanical properties of pressure vessels and piping materials and result in damage not evident at lower temperatures. Over time, the combination of elevated temperatures and applied stress is the perfect operating environment for creep to grow and initiate until an unexpected rupture or fracture occurs. To prevent equipment failure caused by creep, many companies are looking at ways to accurately predict remaining life, prevent unnecessary repairs or replacements, and extend equipment life and availability.
API 530 Calculation of Heater Tube Thickness in Petroleum Refineries provides design considerations for fired heater tubes based on time-dependent allowable stresses for a wide range of materials, whereas the Omega method calculates the strain rate acceleration during tertiary creep to optimize the replacement schedule for high-temperature equipment. Both methods are included in API 579-1/ASME FFS-1 (API-579) Fitness-for-Service (FFS).
Heater tubes are typically designed to API 530; however, when evaluating heater tubes for FFS, the Omega method is often used to qualify the tubes for continued service. The Omega parameters can be selected based on material type for design applications or can be optimized based on creep test results for ex-service equipment. SagePlus™ offers multiple options for estimating the remaining life of components operating at temperatures in the creep range.
Approach
More than 15 years ago, a North American refinery designed their heater tubes according to API 530 guidelines. Recently, the operations team requested E2G to assess the potential for running the heater tubes at an elevated temperature, as they wanted to take advantage of current margins. The following case study, based on a type 347 stainless (A213) NPS 6 STD Sch. pipe and multi-axial Omega creep model, provides an example of a typical creep evaluation of an in-service heater tube.
The assessment evaluated the current state of accumulated creep damage and provided an estimate of the remaining creep life, taking into consideration planned future operational conditions (Figure 1).
TABLE 1: OPERATING HISTORY (LINEAR)
RUN RUN LIFE (YEARS) TEMPERATURE (°F) CORROSION RATE (MIL/YR) PRESSURE (PSIG)
SOR EOR SOR EOR SOR EOR SOR EOR
1 0 5 1100 1150 1 3 500 500
2 5 10 1100 1150 1 3 500 500
3 10 15 1125 1175 2 4 500 500
Future 15 — 1175 — 4 — 500 500
Figure 1: Summary of Historical and Future Operating Conditions of Heater Tube
Using SagePlus™ design code API 530 for creep damage, the following inputs were applied:
Tube section: straight pipe
Creep damage model: multi-axial Omega
Alpha parameter: cylinder
Nominal pipe size: NPS 6
Tube thickness designation: STD
Outside diameter: 6.625″ (16.83 cm)
Tube thickness: 0.28″ (7.11 mm)
Historical and future operating conditions (Figure 1)
Corrosion rates and any known prior creep damage
All values were assumed to vary linearly from time-point to time-point unless step changes were specifically modeled. A summary of the creep results was provided for quick review and verification of applicability and limitations of the method.
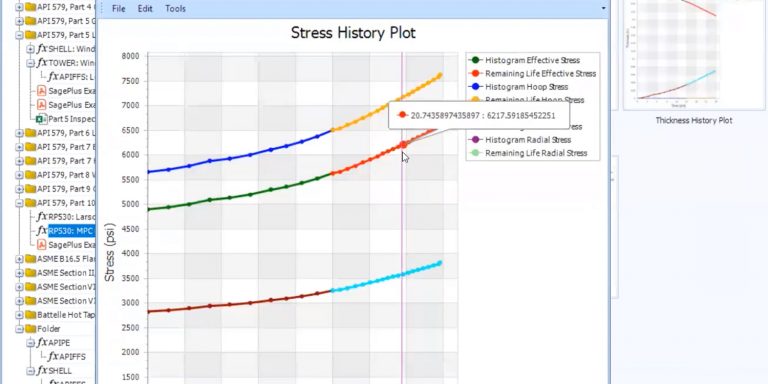
Graphical user interface Description automatically generated
Figure 2: Creep Assessment Results Summary Using SagePlus™
Results
The results indicated that based on the historical operating conditions over the last 15 years, the current creep damage is 26.4%. The metallurgical thickness has decreased from 0.28″ (7.11 mm) to 0.245″ (6.22 mm) due to the corrosion rates applied. The remaining margin on 100% creep damage is 73.6% and, based on the input future operating conditions, results in 11.6 years of remaining creep life. Additional output information indicated that at the end of life, there remains a margin of three on allowable reference stress, therefore indicating that the limiting damage mechanism for this case study is 100% creep damage. Additional output is available for viewing analysis parameters and intermediate and incremental results.
Inaccuracies in historical data and in anticipated future operation will result in significant variation in remaining life estimates. Consideration needs to be given to corrosion rates, as corrosion will increase stress in the heater tube over time. The assessment methodologies provided in API 530 and API 579 are used to estimate the remaining life of components operating in the creep range and do not contain in-service margins. Therefore, it is recommended that an in-service margin be placed on the calculated remaining life determined in a creep assessment.