Introduction
Damage mechanisms and materials/corrosion-related reliability and maintenance issues have continued to be a challenge in fertilizer plants due to the corrosive nature of the raw materials and process environments used in their complex production processes. As many of the fertilizer production processes involve high temperatures, high pressures, and/or severe corrosive chemicals, comprehensive materials selection and technically based process monitoring methods are crucial to ensuring predictable and manageable equipment degradation rates. Over the past two decades, the fertilizer industry has experienced several metallurgical and operational developments for process equipment [1]. This article will give an overview of general materials selection and other considerations for corrosion control in ammonia, urea, nitric acid, and urea ammonium nitrate (UAN) units.
Overview of Fertilizer Production Units
Ammonia is a key chemical used both as fertilizer and as a precursor to the production of urea, nitric acid, and UAN. Ammonia production involves several stages with multiple reactions; therefore, various materials are required to control corrosion. Ammonia is produced by the synthesis of hydrogen (H2) and nitrogen (N2) through a series of reformers to produce synthesis gas, shift conversion, further carbon oxide removal through amine scrubbing or adsorption, methanation to convert carbon oxides to methane, and finally ammonia synthesis through the Haber-Bosch process. A generalized overview of the ammonia unit is shown in the process flow diagram provided in Figure 1. Urea production relies on the reaction between ammonia and CO2 to produce ammonium carbamate, which is decomposed into urea and water through high-pressure decomposers before being condensed into a liquid. Each process is sensitive to impurities both in feedstock and final products and is subject to purification processes including carbon dioxide stripping of ammonia and several purification steps (e.g., distillation, evaporation, centrifugation). Most modern ammonia plants utilize a purifier process [2].

Nitric acid is used in a wide variety of industries but is chiefly used in the fertilizer industry for the production of ammonium nitrate (AN) through neutralization of ammonia. The production of nitric acid itself involves the oxidation of ammonia to form nitric oxide (NO) and conversion to nitrogen dioxide (NO2), followed by the adsorption in water to form nitric acid. The production of UAN uses both ammonia and urea as feedstocks. Urea is typically produced in a separate urea plant, while AN may be produced as part of the UAN production process. In this reaction, the resulting AN solution is mixed with urea solution to form the UAN solution in the secondary neutralizer. Like ammonia and urea plants, nitric acid and UAN plants normally include additional steps for purification and treatment.
Materials Selection Considerations
The production processes discussed above involve complex reactions and aggressive environmental conditions including elevated temperatures, pressures, and severe corrosives, ultimately requiring careful materials and corrosion considerations. As hydrogen is used as feedstock for ammonia production, low-alloy steels are required in various areas of ammonia plants exposed to high-temperature and high-pressure hydrogen to resist high-temperature hydrogen attack (HTHA). In fact, it has been recognized for decades that over time, HTHA can degrade the load carrying capacity of pressure equipment in ammonia production applications [3-5]. Hydrogen attack was first recognized in the early 1900s when investigators reported that internal decarburization and cracking were found in plain carbon steel vessels used for ammonia synthesis [6]. Additionally, in 1948, investigators of ammonia converters, heat exchangers, and piping from a DuPont process plant concluded that carbon steels containing 0.10-0.35 percent carbon were susceptible to HTHA at a hydrogen partial pressure of 350 psi (2.4 MPa) and temperatures above 570°F (300°C) [7].
As the steam-hydrocarbon reforming typically takes place in a fired tubular furnace at elevated temperatures, the reformer tubes are subject to carburization, oxidation, overheating, and creep. As such, modern primary reformers use high-temperature HK or HP (e.g., HK-40 or HPNb) alloys for tubes and wrought 800HT for outlet pigtails. In general, alloys resistant to carbonic acid corrosion such as 304 and 316 stainless steels are employed prior to CO2 removal when water condensation is a concern. In the methanation system, ammonium carbamate, which may form upon mixing ammonia and carbon oxides, can lead to stress corrosion cracking (SCC) if not avoided through process changes. If ammonium carbamate formation cannot reliably be avoided, high-alloy materials like 316L, 310L, and duplex stainless steels can improve corrosion resistance. These materials are often employed in the synthesis section of urea plants to combat ammonium carbamate corrosion but are not often used in the methanation or synthesis sections of ammonia plants. As a product of the unit, both anhydrous and aqueous ammonia may also result in corrosion. In general, anhydrous ammonia with less than 0.2% water may result in ammonia SCC [8,9], but pure anhydrous ammonia (i.e., without any oxygen present) does not generally cause cracking. An example of ammonia SCC in an ammonia storage tank is shown in Figure 2. In carbon steels, cracking is usually intergranular in nature. Cracking propensity tends to intensify with increasing operating metal temperature. Also, lower-strength carbon steels have more resistance to SCC than high-strength carbon steels; therefore, it is often the preferred construction material for ammonia storage tanks. Lastly, high weld (and heat-affected zone) hardness and elevated weld residual stress can promote crack initiation and accelerate ammonia SCC [8,9].
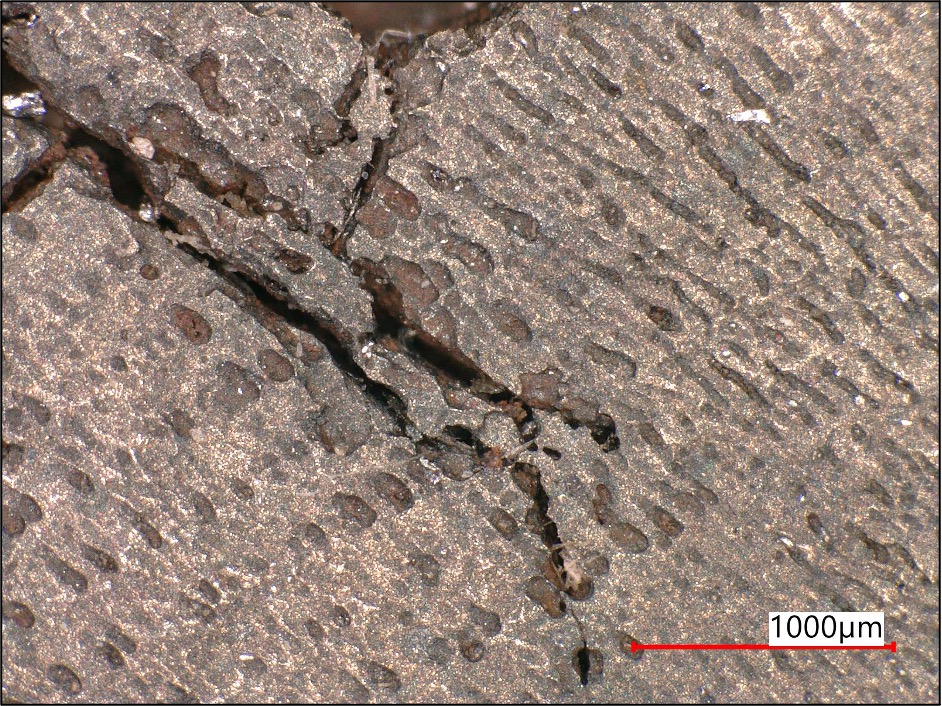
In urea plants, common damage mechanisms include erosion-corrosion, pitting, SCC, and weld embrittlement and cracking [1]. Ammonium carbamate is the most common corrodent in this unit, with most corrosion experienced in the reaction and the first recycle sections, where the temperature, pressure, and carbamate concentration are high. Urea-grade stainless steels (i.e., those with a lower ferrite content) are used for critical locations, including as a corrosion-resistant interior liner in the urea reactor. An example of erosion-corrosion damage and cracking caused by ammonium carbamate is shown in Figure 3.

A high-level summary of materials selection considerations for urea plants is shown in Table 1, as taken from the Equity Engineering Practices (EEPs). Engineering best practice documents like the EEPs can be extremely beneficial to help guide suitable material selection, weld details, and heat treatment to maximize damage tolerance.

In nitric acid units, austenitic stainless steels are specified for construction of most critical equipment (cooler condensers, tail gas heaters, NOx absorber) to resist nitric acid corrosion. Several nitric acid grade (NAG) alloy variations such as 304L NAG and 310L NAG are often used in these units and show reduced corrosion rates compared to conventional low carbon grades. These grades are alloyed with lower carbon, phosphorous, sulfur, and silicon while having a higher nickel content. Notably, the maximum allowable molybdenum is also limited as this alloying element is known to have deleterious effects. Duplex (and super duplex) stainless steels are also used in cases where higher strength materials are required. Like nitric acid units, equipment and piping in UAN units are primarily constructed of 304L, but 310L or a lean duplex stainless steel can be used if operation is severe. While chlorides in other production units with 300-series stainless steel may increase susceptibility to ClSCC, chloride contamination in UAN units may initiate decomposition of ammonium nitrate, resulting in an exothermic reaction that is capable of igniting nearby material or detonating. This decomposition of ammonium nitrate is generally suppressed by alkaline condition.
Corrosion Control Methods
Beyond the selection of corrosion-resistant materials and requiring post-weld heat treatment in certain applications to relax weld residual stress and soften welds, regular process monitoring is critical to controlling corrosion. For example, if the synthesis gas contains traces of carbon oxides (i.e., CO and CO2), ammonium carbamate will form upon mixing with ammonia in recycle gas from the synthesis loop. Unlike in a urea plant where it is a desired intermediate product, ammonium carbamate can clog and corrode equipment in an ammonia plant if not controlled. To avoid this condition, it is typically recommended to control the total carbon oxide levels at the outlet of the methanator. This can be achieved through monitoring the methanator temperatures/catalyst poisoning rates, checking for high water levels in the inlet gas, or determining the source of carbon oxides allowed into the synthesis section.
Performing regular inspection and maintenance is also essential to quickly detecting and addressing damage. For example, overheating of primary reformer tubes can be due to flame impingement, local hot spots, or carbonaceous deposits. Therefore, temperature monitoring, adjusting firing rates or individual burners, and visually inspecting the heater for signs of local overheating are needed to achieve uniform tube metal temperatures and prevent premature failure.
While NOx gases above the dew point temperature will not cause electrochemical corrosion, nitric acid as a liquid is very corrosive. Therefore, dew point control of the NOx process gas streams is crucial to avoiding corrosion. Local cold spots that result in local condensation can experience significant corrosion. Nozzles that are poorly insulated, condenser tubes, drains, and deadlegs are most likely to induce local condensation and corrosion. Proper insulation and heat tracing of potential cold spots will ensure NOx process gases remain above their dewpoint. Where deadlegs cannot be avoided, the use of insulation and heat tracing is critical to avoiding condensation corrosion.
Summary and Conclusions
Materials selection and corrosion control considerations play a critical role in design, operation, and maintenance of fertilizer units. Proper materials selection, corrosion control measures, and maintenance practices are essential for ensuring reliability, safety, and efficiency of these plants. Achieving long-term equipment reliability and maintaining a robust mechanical integrity program require routine collaboration between materials/corrosion, mechanical, and process engineering subject matter experts and inspection specialists. Additionally, documenting corporate knowledge, lessons learned, and practical recommendations that may go above and beyond design Code minimum requirements is also imperative to maximizing equipment longevity. To this end, E2G has created and maintains comprehensive in-house engineering practices that address all aspects of equipment design, operation, and inspection strategies to help tackle the fertilizer industry’s most challenging problems.
References
- Nair, S., “Control corrosion factors in ammonia and urea plants,” UreaKnowHow, 2018.
- Pattabathula, V., Richardson, J., “Introduction to Ammonia Production," American Institute of Chemical Engineers Back to Basics: 69-75, 2016.
- Prueter, P.E., “Handling the Heat – Commentary on Attempts in the Ammonia Production Industry to Tackle High Temperature Hydrogen Attack.” World Fertilizer Magazine, January/February 2020.
- Prueter, P.E., “Advances in High Temperature Hydrogen Attack (HTHA) Inspection and Fitness-for-Service Relating to Ammonia Producers,” Proceedings of the AIChE 64th Annual Safety in Ammonia Plants and Related Facilities Symposium, San Francisco, CA, September 8-12, 2019.
- Prueter, P.E., Jones, J.R., Hess, J. and DeLuca, J., “Managing the Risks Associated with Operating a Hydrotreater Reactor with Possible High-Temperature Hydrogen Attack Damage,” PVP2019-93533, Proceedings of 2019 ASME Pressure Vessels and Piping Conference, San Antonio, TX, July 14-19, 2019.
- Bosen, C., 1933. “Attack of Steel Under Conditions of Ammonia Synthesis.” Die Chem. Fabrik, p. 127.
- Evans, T., 1948. “Hydrogen Attack on Carbon Steels.” Mechanical Engineering, 70, pp. 414-416.
- Prueter, P.E., “Observations on Ammonia Stress Corrosion Cracking,” World Fertilizer Magazine, April 2024.
- Prueter, P.E., A Guide to Stress Corrosion Cracking Management, eBook. Inspectioneering LLC, https://inspectioneering.com/content/2022-09-30/10300/a-guide-to-stress-corrosion-cracking-management, Spring, TX, September 30, 2022.






