Note: The following article is an updated version of a 2018 Industry Insights article.
Introduction
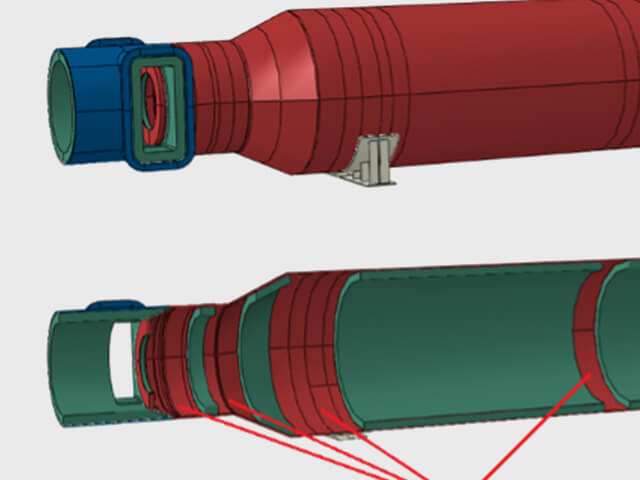
Throughout the industry, end users are aware of the risk associated with operating equipment at low temperatures (Figure 1).

E2G | The Equity Engineering Group, Inc. has performed numerous brittle fracture studies involving single pieces of equipment and entire units that are at risk of brittle fracture. Brittle fracture studies of piping systems do not have the same simplified approach to brittle fracture due to the concern that longitudinal piping loads may govern the minimum allowable temperature (MAT) assessment. In the past, the ASME B31.3 procedure has required the execution of a piping flexibility analysis to quantify the longitudinal stress. Additionally, the ASME B31.3 minimum design metal temperature (MDMT) method does not have any benefit for post-weld heat treatment (PWHT), which we know from fracture mechanics is a large contributor to an acceptable flaw size.
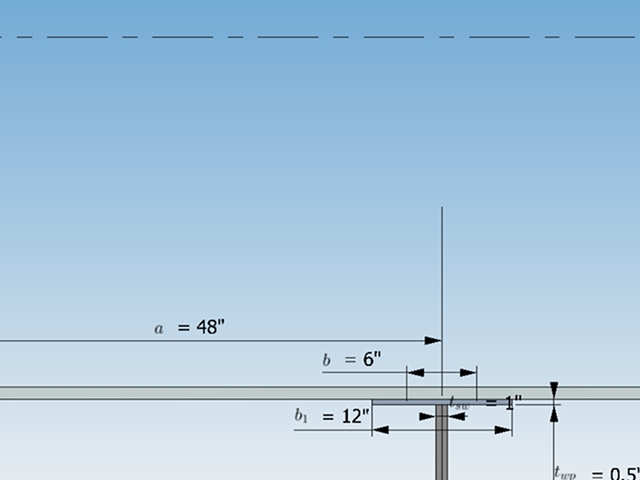
To simplify the brittle fracture study of piping systems and quantify the benefit of PWHT on MAT for our clients and the industry, E2G developed step-by-step Level 1 and Level 2 procedures for establishing MAT for low-temperature applications of ASME B31.3 piping. This procedure is based on state-of-the-art fracture mechanics methodology published in Welding Research Council (WRC) Bulletin 562. The methodology explicitly considers thermal expansion longitudinal stresses along with pressure and weld residual stresses. This work was published in the 2018 ASME Pressure Vessels and Piping (PVP) conference (PVP2018-84797), but does not always require the development of a new piping flexibility model (Figure 2).

MAT curves were developed for a reference flaw depth equal to 20% of the thickness and for code allowable stresses in both the hoop and longitudinal directions for 35 ksi minimum specified yield and 60 ksi minimum specified tensile strength material (corresponds to the most common material specifications such as A-106 Grade B, A-53 Grade B, and A-333 Grade 6). Separate curves were developed for as-welded (AW) and PWHT conditions. Furthermore, the temperature reduction versus hoop/expansion stress ratio curves are generated to enable an analyst to modify the baseline MAT obtained from the screening curves for lower operating stresses. Level 1 and Level 2 procedures were proposed to establish an MAT for the low-temperature applications of ASME B31.3 piping systems. In this Insights article, some of the key steps are reviewed. The detailed, complete step-by-step procedures can be found in the 2018 Insights article.
Overview of Proposed Level 1 and Level 2 Methodologies to Establish Piping MAT
Level 1 Analysis Overview:
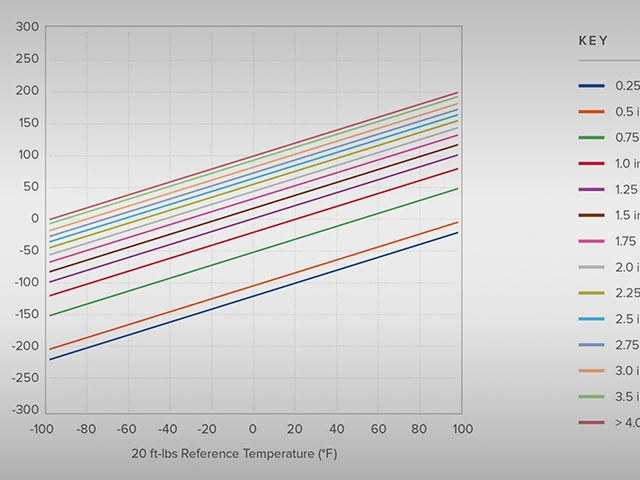
As in any fitness-for-service (FFS) evaluation, one of the first steps in determining whether a component can be assessed using a Level 1 or Level 2 method involves determining whether certain limitations and applicability criteria are met for the analysis. For piping, Level 1 considerations are related to the material yield stress and component thickness limits (for AW components). In a Level 1 assessment, circumferential (pressure) stress is calculated, the 20 ft-lbs reference temperature is determined using one of the three options (depending upon whether the material is impact-tested or non-impact-tested), and the MAT is determined from Level 1 MAT curves (for AW or PWHT components). As with most Level 1 FFS assessments, the data and calculations required are basic and straightforward.
Level 2 Analysis Overview:
If the results from the Level 1 MAT are not acceptable, a Level 2 procedure can be used to potentially lower the MAT. The Level 2 procedure typically requires stress analysis and/or engineering judgement to estimate maximum operating stresses in the longitudinal direction of the component due to thermal expansion and weight loading. The Level 2 procedure can be used to assess an MAT for a single worst-case sustained stress and expansion stress scenario, or it can be used to establish an MAT for multiple sustained and/or expansion stress scenarios that may be present in the same piping system’s operation.
As with Level 1, there are limitations and applicability criteria for the Level 2 analysis. There are also additional stress calculations required for Level 2, including longitudinal stress calculations (sustained pressure and weight stress) and expansion stress calculations (thermal expansion and flexibility stress). The latter typically requires stress analysis with a piping flexibility assessment and/or engineering judgement to estimate maximum operating stresses.
Alternatively, there are instances in which the piping expansion/contraction is not restrained by any single-acting restraint (i.e., the piping system is free to expand or contract) or the thermal movement of piping anchor points (e.g., vessel, exchanger, pump, etc.) remains constant for both the expansion and contraction operations. In these cases, the expansion stress ratio can be approximated as a function of the hot and cold design temperatures considered in the original design code compliance analysis, the installation temperature, and the minimum expected temperature during the event that is being analyzed.
If the component is PWHT or if it is in the AW condition and it satisfies a Leve1 thickness limit, some of the process is simplified. Otherwise, it is necessary to confirm that the component meets certain Level 2 thickness limits at the estimated expansion stress ratios. The longitudinal stress MAT reduction can then be determined as a function of expansion stress ratio with various curves previously provided by E2G, and the final MAT for the longitudinal stress case can be determined from the baseline longitudinal Level 2 MAT and this MAT reduction.
In the Level 2 analysis, the maximum stress in the piping component in the circumferential direction (due to pressure loading) must also be evaluated in certain cases in which circumferential stress MAT may govern. For the evaluation of circumferential stress MAT, various curves have been developed by E2G that can be used to determine a baseline MAT for circumferential stress with AW or PWHT conditions, and a MAT reduction can be determined for a calculated circumferential stress ratio. The ultimate Level 2 MAT for a piping system is the maximum of the MAT for the longitudinal and circumferential directions.
Discussion
From a comparison of the AW and PWHT screening curves that E2G has developed, it has been shown that PWHT can reduce MAT by as much as 100°F. This indicates that PWHT offers significant benefit in reducing the MAT for low-temperature applications of ASME B31.3 piping systems because of the relaxation of the weld residual stresses. While fracture mechanics methodologies show the clear benefit of PWHT, the 2014 edition of ASME B31.3 removed the mandatory PWHT requirement of P-No. 1 carbon steel materials with wall thickness greater than 1.0 inch, provided minimum preheat of 200°F is implemented along with multi-pass welding. This is based on an argument that fracture toughness reduces upon PWHT. Based on the literature review and the results of brittle fracture assessment E2G has performed, the removal of a mandatory PWHT requirement for P-No. 1 carbon steels in ASME B31.3 could potentially increase the likelihood of brittle fracture. Furthermore, any reduction in fracture toughness due to stress relief would have to be significant to outweigh the beneficial effect that PWHT has on the relaxation of weld residual stresses.
Conclusions
The Level 1 and Level 2 approaches for MAT assessment of AW PWHT piping systems developed previously by E2G and overviewed in this article give our clients and the industry a simplified brittle fracture assessment approach that does not always require the development of a new piping flexibility model (provided a flexibility analysis was performed as part of the original design). The Level 1 screening curves developed can be used as a first screening tool. When the results from the Level 1 assessment are not acceptable, a more involved Level 2 method can be used, and when this also does not produce the desired MAT results, it is possible to implement a Level 3 method, which will require a piping flexibility model.
E2G has performed numerous brittle fracture evaluations of piping systems and fixed equipment (pressure vessels and storage tanks). The assessment of components in each system (piping, vessels, or tanks) has its own nuances. Through our significant experience in the assessment of brittle fracture, we have developed detailed procedures and protocols that account for these nuances and can readily be applied to a single piece of equipment or piping system or scaled to a complete unit or facility.